
 佛山三水注塑机电话
面议
佛山三水注塑机电话
面议
- 商品
- 详情
海天注塑机广东办事处
- 面议 ≥1起批
参数
- 4m*1m规格
- 10000T30T
- 广东产地
海南 海口
不限
佛山三水注塑机电话
面议
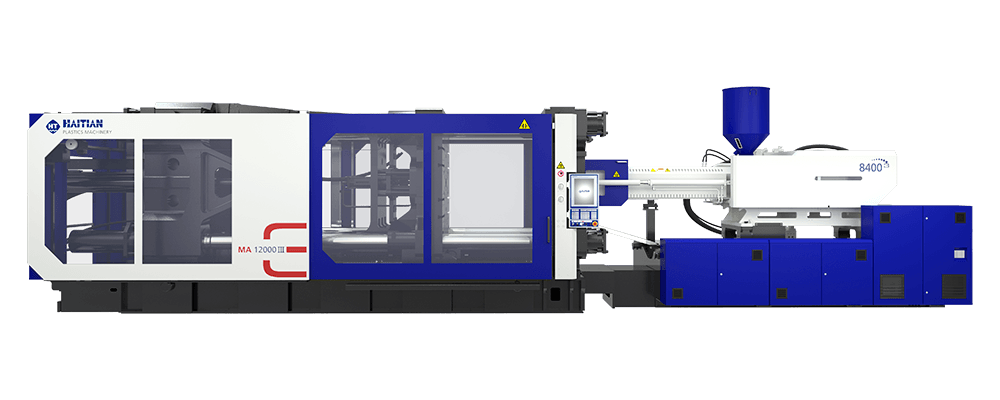
产品详情
注塑机加热系统特点:储料筒和柱塞筒:380V电压,陶瓷加热圈,保温性能好,寿命长,性高。喷嘴液压阀门的加温:采用国际加热棒,从前体内部发热。相比同行的加热板设计,热接触面积大(积接触),热传递效***,升温比同行快50%以上,有效解决开机准备时间长(主要是加热时间长)的问题,且寿命长。
注塑机合模机械机构安装在十字头上,冲击更小、机械更可靠;配备油脂和稀油两套自动集中润滑系统,润滑油位和末端压力检测,确保各个关节分 润滑到。后板铰轴套采用石墨铜套,耐磨且润滑油用量少;伺服电机驱动门,快速平稳;
注塑机设备故障报警显示功能;三色报配合蜂鸣器;前后门紧急停止按钮;液压油油位报警;固态继电器加热,加热电路设置供电保护装置,有效预防加热过温保护; 液压控制优点高性能的伺服液压系统,控制,
注塑机的加热/冷却
加热系统是用来加热料筒及喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
润滑系统
润滑系统是注塑机的动模板、调模装置、连杆机铰、射台等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑。
注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行过程动作、加料动作、压力、速度、顶出型式的选择,料筒各段温度的,压力和背压压力的调节等。
一般螺杆式注塑机的成型工艺过程是:首先将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和座前移,使喷嘴贴紧模具的浇口道,接着向缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及***制品具有一定的密度和尺寸公差)。成型的基本要求是塑化、和成型。塑化是实现和***成型制品质量的前提,而为满足成型的要求,必须***有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。
注塑机的伺服节能系列注塑机,配备了高性能的伺服变速动力控制系统,在注塑机成型过程中对不同的压力,作出不同的频率输出,并对压力进行的闭环控制,实现伺服电机对注塑机能量需求的高速响应及匹配和自动调整。
1、 采用性能的伺服控制器,伺服电动机等节能器件;
2、 灵敏的伺服控制系统,快速启动反应时间仅需0.04S;
3、 伺服电机与液压系统组成闭环控制,相比传统机型重复精度提高;
4、 减轻开锁模的冲击,延长机械部件和模具的使用寿命;
5、 减少电力的使用,在理想工作状态下该机型比传统注塑机节电效率可达20%-80%;
6、 系统发热量远远低于传统注塑机,节约了冷却水30%左右的用量,延长了油路密封件和液压件的使用寿命;
7、 整行运行时噪音低,比传统注塑机明显下降。
为您推荐
 在线问
在线问
产品参数
- 4m*1m
- 10000T
- 广东
- 全新
- 陈先生
- 蓝色