|
不锈钢铣微小槽,用高频铣一拖二效*** 不锈钢铣微小槽,用高频铣一拖二效***,先用小径1.2mm的刀具进行粗铣,再用1.0mm的刀具进行光铣,两支高频铣动力头交替加工,提高精密零件铣槽效率,***精度。
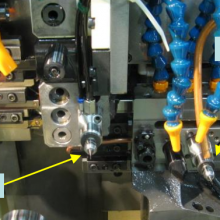
图为高频铣一拖二安装在走心机上的示意图,所谓的“高频铣一拖二”指的是一个控制器搭配两支动力头,虽然两支动力头不能同时加工,但也可以降低成本,假如需要两支动力头同时加工,则需要配两个控制器。这种加工方案是为了避免更换刀具,节省加工时间,多道工序可以交替进行,无需换刀。
那么铣不锈钢微小槽,需要怎么的加工参数呢?经过反复测试,***支粗铣的动力头,将转速调整至3万转/分钟,进给速度50mm/min,***支高光的高频铣,将转速调整至4万转/分钟,进给速度80mm/分钟即可得到想要的铣削效果。
|



