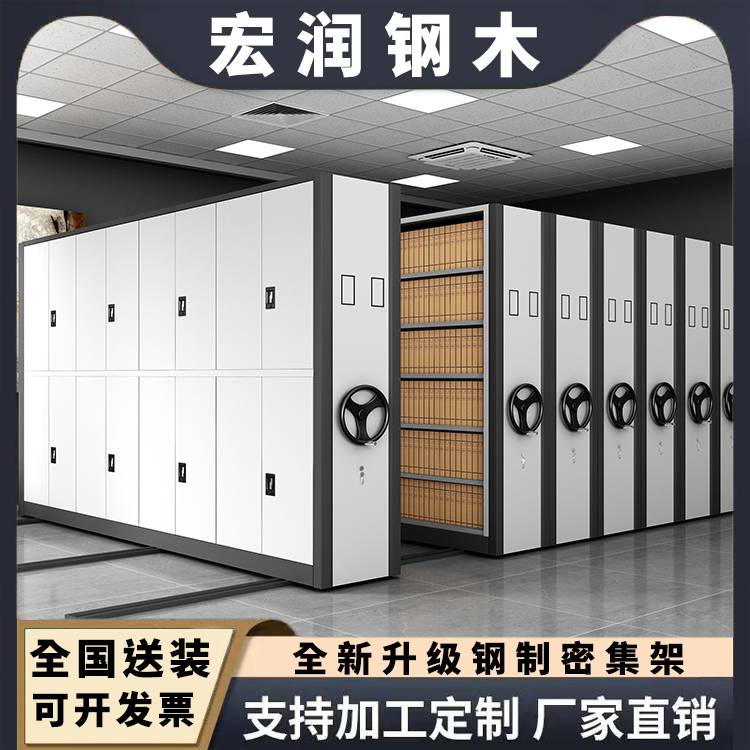
宏润 手动 智能密集柜 档案密集架 移动档案柜 可定制
¥450.00
智能密集柜 手摇式密集架 文件档案柜 —— 衡润达 支持定做
¥450.00
衡润达 档案密集架 智能密集柜 手摇式移动档案柜 财务凭证文件柜
¥400.00
衡润达 手动密集架 半封闭式移动文件柜 档案室资料柜 支持定做
¥450.00
衡润达 档案室密集架 资料架 智能档案柜 文件凭证柜 可定制
¥450.00
宏润 手动 智能密集柜 档案密集架 移动档案柜 可定制
¥450.00
智能密集柜 手摇式密集架 文件档案柜 —— 衡润达 支持定做
¥450.00
衡润达 档案密集架 智能密集柜 手摇式移动档案柜 财务凭证文件柜
¥400.00
衡润达 手动密集架 半封闭式移动文件柜 档案室资料柜 支持定做
¥450.00
衡润达 档案室密集架 资料架 智能档案柜 文件凭证柜 可定制
¥450.00