与其他工艺对比使用优势
对比项目势必锐加工技术滚压
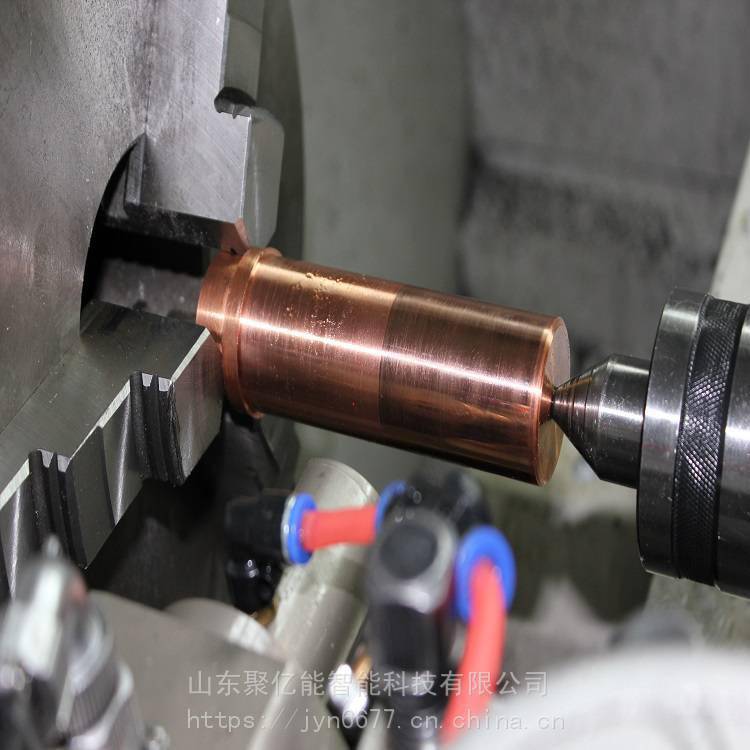
工作原理属于复合能量加工,附加每秒数万次高频冲击,使金属流变属于刚性***冷挤压。
加工效果在半精车的基础上一次加工即可达到镜面效果,Ra0.2以下必须在精车的基础上进行,提高幅度小,正常能实现Ra0.4左右
作用力对机床影响对工件作用力小,和正常车削一样,为柔性恒压力,不到滚压的10%,对机床无不良影响很大的刚性力,1000N—3000N,对机床传动机构导轨损伤很大,严重损伤机床精度和寿命
表层质量表层晶粒细化,产生由表层到基体逐渐过渡的强化层,既增加了表面硬度又提高了韧性。产生表面脆硬层,和材料内部不连续,严重时产生表层剥离现象,存在毛细裂纹、擦伤等缺陷
成本一次性投资,耗材很少,综合使用成本低刀具使用寿命短,易损坏,机床损坏快,综合成本高
加工适应性范围加工细长杆、薄壁等刚性差的零件无法满足细长杆、薄壁管件等刚性差的零件的加工
材质硬度不受材质和硬度的影响,即可加工钢、铝、不锈钢等软粘材料,可加工材质硬度高达HRC60的材料无法对铜铝等较软材质的加工,同时只能加工硬度在HRC60以下材料

对比项目势必锐技术磨床
镜面效果大幅提高工件的表面粗糙要求可以提高表面粗糙度
工装要求减少对工装的要求必须有操作工装
表面性能提高零件的表面硬度、性不能提高
供需周转使用方便减少工序周转两道工序转移工件到磨床
疲劳性能增加工件的抗腐蚀性和疲劳性能不能提高
工艺耗材处理过程中没有砂轮和研磨剂的损耗有砂粒等耗材
环保节能环保,无砂粒和铁屑产生加工过程中一直有
加工工件尺寸加工,不受工件尺寸制约磨床型号决定工件尺寸
应用工件范围适应性强,可配合特殊工艺、特殊表面特殊、特大工件不能加工
应力消除情况可消除表面应力并预置压应力无
安全性能安全,无砂粒伤人隐患;占地面积小需熟练工人规范操作,床位
工件损伤轻快加工磨床难以加工的工件,不损伤工件表面
抛光
对比项目抗疲劳加工设备抛光
加工效果达到镜面效果Ra0.01效果一般Ra0.01
加工效率线速度可达100m/min,走刀量可达0.5mm/r效率很低
辅料消耗滚珠、工作介质少抛光轮、磨料、砂带等消耗
零件表面质量均匀一致因砂轮等不断磨损,表面一致性差
工序周转不需周转,在机床上一次装夹加工完成需转移工件到抛光机
操作环境节能环保,无砂粒和铁屑的产生产生砂粒、铁屑、粉尘等,环境恶劣,对人体伤害大
对机床损害属于无切削加工,不损害机床砂粒掉在机床上会损害机床轨道等部件
场地占用随机而立,占地面积小操作间,床位
表面显微硬度提高20%以上不提高
疲劳性能提高不提高
应力状态可消除表面拉应力,预置理想的压应力不确定
容油量分析RK、RVK、RPK数值可控、均达到性能勉强达到要求、稳定性差
安全性无砂轮等伤人隐患有砂轮伤人隐患,有粉尘爆炸隐患
镜面加工,镜面加工设备,金属表面加工,超机床|镜面加工刀具|冲击强化工具|内外圆光整设备|超声波刀柄|以车代磨技术
金属镜面加工,表面精整加工,金属表面加工,提高金属表面光洁度,超声波金属表面加工
镜面加工,金属表面加工,镜面抛光加工,金属镜面加工设备,金属表面加工设备,以车代磨,超声波加工,镜面加工机床,镜面加工刀具
光洁度粗糙度 超声波 应力 抛光 滚压 滚光 以车代磨 车床镜面加工 数控车镜面加工 超声镜面加工
公司名称:山东聚亿能智能科技有限公司
地址:山东省潍坊市高新区银枫路66号5号楼
与其他工艺对比使用优势
对比项目势必锐加工技术滚压
工作原理属于复合能量加工,附加每秒数万次高频冲击,使金属流变属于刚性***冷挤压。
加工效果在半精车的基础上一次加工即可达到镜面效果,Ra0.2以下必须在精车的基础上进行,提高幅度小,正常能实现Ra0.4左右
作用力对机床影响对工件作用力小,和正常车削一样,为柔性恒压力,不到滚压的10%,对机床无不良影响很大的刚性力,1000N—3000N,对机床传动机构导轨损伤很大,严重损伤机床精度和寿命
表层质量表层晶粒细化,产生由表层到基体逐渐过渡的强化层,既增加了表面硬度又提高了韧性。产生表面脆硬层,和材料内部不连续,严重时产生表层剥离现象,存在毛细裂纹、擦伤等缺陷
成本一次性投资,耗材很少,综合使用成本低刀具使用寿命短,易损坏,机床损坏快,综合成本高
加工适应性范围加工细长杆、薄壁等刚性差的零件无法满足细长杆、薄壁管件等刚性差的零件的加工
材质硬度不受材质和硬度的影响,即可加工钢、铝、不锈钢等软粘材料,可加工材质硬度高达HRC60的材料无法对铜铝等较软材质的加工,同时只能加工硬度在HRC60以下材料