金属表面耐磨层主要加工方式优缺点对比
一、碳化钨耐磨焊丝堆焊法
碳化钨堆焊是采用碳化钨焊材经堆焊成型后在金属表面形成耐磨层,其厚度一般在1mm以上,硬度在一般在HRC60左右,碳化钨含量一般在60%以内。
优:造价低、无需专业设备
缺:对焊接工艺要求高、焊接质量难以***始终统一、焊接热量大、劳动强度高且产量低
二、碳化钨涂层
2.1碳化钨热喷涂法
碳化钨喷涂是采用超音速或等离子喷涂设备在基材表面形成高硬度的耐磨层,其涂层较薄厚度一般在0.1-0.3mm,硬度是HV1200左右,碳化钨含量达到***。
热喷涂是指将碳化钨涂层材料加热熔化,用高速气流将其雾化成极细的颗粒,并以很高的速度喷射到工件表面,形成涂层。根据需要选用不同的涂层材料,可以获得耐磨损、耐腐蚀、抗氧化、耐热等方面的一种或数种性能。热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目。它是利用某种热源(如电弧、等离子或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。目前应用比较广泛的热喷涂方法为火焰热喷涂、以及超音速热喷涂两种。
2.1.1火焰热喷涂法优缺点
喷涂温度高、易造成碳化钨氧化以及工件热变形、耐磨性降低、喷涂速度低基层结合力差
2.1.2超音速热喷涂法优缺点
超音速热喷涂法较传统的火焰热喷涂法其耐磨性、涂层与基层结合强度均有所提升,但是并未从根本上解决涂层与基层结合力差且碳化钨在高温有氧环境被氧化的问题。
2.2碳化钨熔覆法
2.2.1激光熔覆法
激光熔覆技术是指以不同的填料方式在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面薄层同时熔化,并快速凝固后形成稀释度极低并与基体材料成冶金结合的表面涂层,从而***改善基体材料表面的耐磨、耐蚀、耐热、 抗氧化及电器特性等的工艺方法。
优势:粉末利用***、结合度好。
两者差别
两者之间的区别在于:热喷涂是利用热能将涂层材料加热至熔融状态,再由压缩气体加速喷射沉积到基材表面形成涂层;激光熔覆是将涂层材料与基材表面完全熔化的快速凝固过程,熔覆层与基体材料表面形成完全冶金结合。
激光熔覆法虽解决了熔覆层与机体表面结合力差的问题,但是依然是暴露在空气中对碳化钨颗粒进行高温加热依然还是会造成碳化钨的氧化耐磨性降低。
2.2.2真空钎焊熔覆法
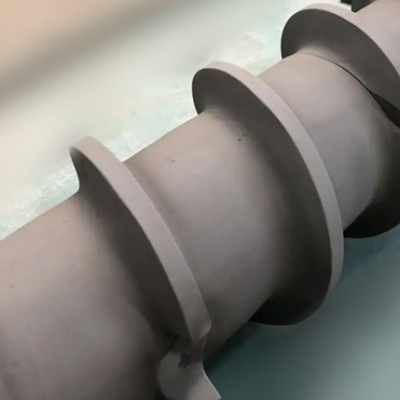
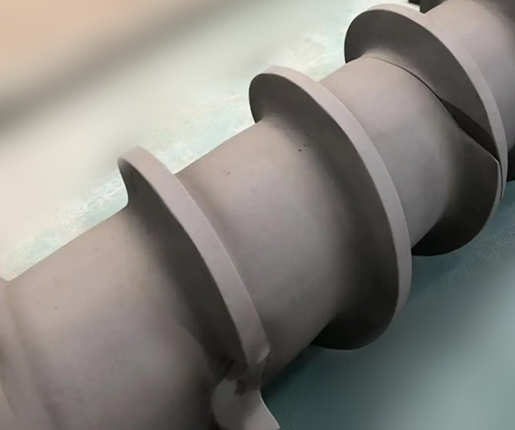
碳化钨真空熔覆法是将含碳化钨的复合材料制作成金属柔性布,再将制作完成的柔性布包覆在需要制作耐磨涂层的工件表面,再将其送入真空钎焊炉在真空环境下对其进行钎焊熔覆获得碳化钨耐磨涂层的方法。
真空钎焊熔覆法从根本上解决了基层结合力差以及在空气中加热后碳化钨的氧化问题。