
 MBM枪钻 深孔钻 高效深孔加工 规格齐全 *** 国产价格
¥600.00
MBM枪钻 深孔钻 高效深孔加工 规格齐全 *** 国产价格
¥600.00
- 商品
- 详情
深孔钻_深圳西秀工贸(图)_深孔钻尺寸
- 面议 ≥1片起批
参数
- 是加工定制
- Mitsubishi/三菱品牌
- thisis型号型号
广东 深圳
7天内发货
10000片
MBM枪钻 深孔钻 高效深孔加工 规格齐全 *** 国产价格
¥600.00
产品详情
喷射钻:
一种多刃内排屑深孔钻,有内、外两层钻管,大部分切削液从内、外钻管的间隙中进入切削区,然后连同切屑进入内管;另一小部分切削液则经由内管尾端的月牙形孔进入内管,产生喷射效应,形成低压区,帮助抽吸切屑。喷射钻不要求严格的切削液密封装置,适用于钻削直径18毫米以上、孔深和孔径比小于100的深孔。
深孔钻选择何种切削液?
深孔钻(枪钻)是近年发展起来的深孔加工工艺。传统的深孔加工(也深与孔径之比大于5),需要钻、镗、粗铰、研磨等多道工序才能加工出有较高精度和较低表面粗糙度的孔。新工艺是采用结构特殊的刀具和高压冷却润滑系统,可将上述多道工序简化为一次连续走刀完成相当深度的高精度和低表面粗糙度的孔加工。这种工艺效***,经济效益***。
性能优良的深孔钻切削液是深孔钻加工技术关键之一,深孔钻切削液必须具备下列性能。
良好的冷却作用,消除由于变形及摩擦所产生的热量,抑制屑瘤的生成。
良好的高温润滑性,减少刀刃及支承的摩擦磨损,***刀具在切削区的高温下保持良好的润滑状态。
良好的渗透性,排屑性,使切削液及时渗透到刀刃上,并***切屑能顺利排出,因此,深孔钻切削液要求具有高的极压性和低的粘度。
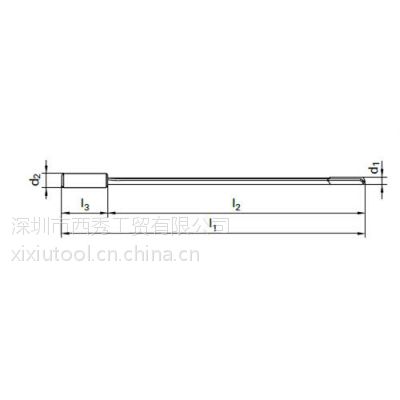
枪钻(单刃外排屑深孔钻):
钻头现在为硬质合金,过去是高速钢,与无缝钢管焊接而成。高压的冷却润滑液由钻杆月牙形孔中通过钻头前端圆孔注入到切削区,并且切屑通过120o外槽中冲刷排出。
这种钻头是它只在钻头轴线一侧有切削刃,因此消除了横刃对切削过程的不利影响。切削力由两导向块和工件孔壁支承。开始切入工件时,由导向套定位。当导向块进入工件孔后,靠孔自行定位导向。主切削刃基本上通过或微低于钻头中心,约为(0.01~0.015)钻头直径。不大于0.4mm。
为您推荐
更多 >
-
煤矿ZLJ-65履带式注浆钻机携带方便柱塞式深孔钻注一体机 ¥8800.00
-
隧道中深孔钻注一体机 ZLJ1000钻注一体机 可打100米钻注一体机 ¥5400.00
-
-
南京工艺AZI GGB45IIBA3P数控深孔钻机床直线导轨滑块 ¥270.00
-
-
矿山钻机除尘滤芯石屑粉尘过滤器深孔钻钻机集尘器聚酯粉尘滤筒 ¥230.00
-
-
工业过滤纸机床无纺布水箱滤网深孔钻切削液过滤布磨床过滤机纸带 ¥2800.00
-
亚鑫矿用90度钻机 YGZ90凿岩机 硬岩打孔中深孔钻 机 ¥2000.00
-
-
供应中捷,台铭,利工,台捷U540数控立式深孔钻床枪钻 ¥20.50
-
 在线问
在线问
产品参数
- 是
- Mitsubishi/三菱
- thisis型号
- 陶瓷
- 车床
- 样品
- 标准件
- 标准编号2565
- 盘形
- 是
- 涂层
- 规格7172
- 加工范围9055
- 库存
- 批发
