供应油缸活塞杆淬火加工刀片(粗车刀片、精车刀片、热后硬车刀片)
¥185.00
供应油缸活塞杆淬火加工刀片(粗车刀片、精车刀片、热后硬车刀片)
¥185.00
- 商品
- 详情
参数
- 郑州华菱超硬材料有限公司品牌
- 齐全型号
- 精车刀类型
河南 郑州
1天内发货
20000片
供应油缸活塞杆淬火加工刀片(粗车刀片、精车刀片、热后硬车刀片)
¥185.00
产品详情
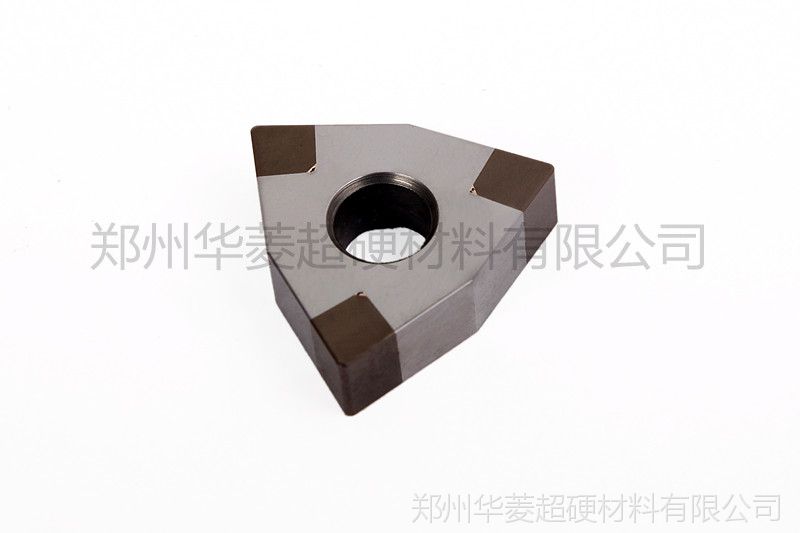
热后硬加工淬火钢同步器刀具的选择
同步器滑套拨叉槽经过热处理之后硬度一般在HRC60左右;因热处理后会发生变形,一般需要对同步器滑套拨叉槽的两侧以及底部进行热后硬加工,旨在切除淬火后的变形量,或满足表面粗糙度工艺要求。华菱超硬刀具BN-H10牌号和BN-H20牌号均可热后硬加工硬车削淬火钢同步器,其中BN-H10牌号具有良好的抗震性能,韧性好,适合精度较低的机床,而BN-H20牌号则适合精度高的机床,以下主要介绍一下BN-H20牌号硬车削淬火钢同步器案例(如下图)。
此外,华菱超硬针对齿套外圆槽的硬车加工,华菱超硬也提供数控切槽刀片或成型刀具结构的刀具产品。
郑州华菱超硬BN-H20牌号立方氮化硼刀具是迄今为止最适合高速车削淬硬钢同步器齿套的刀具,在***得到一致好评。本公司提供售前、售中、售后一体化全方面的技术服务,承诺产品包退换。
华菱超硬刀具还可硬车削淬火钢模具,万向联轴节等零部件:硬车削淬火钢模具,可选择BN-S200牌号精铣模具,硬车削淬火钢万向联轴节可选择BN-H10牌号***。
为您推荐
更多 >
产品分类
更多 >
 在线问
在线问
产品参数
- 郑州华菱超硬材料有限公司
- 齐全
- 精车刀
- 聚晶立方氮化硼
- 车床
- 无
- 齐全
- 否
- 非涂层
- BN-H20牌号
- HRC58以上
- 库存
- 批发