
 赤豹科技 全自动单面高精度大模组锂电池点焊机
¥65000.00
赤豹科技 龙门架18650锂电池高效镍片气动电池组精密点焊机
¥7500.00
赤豹 18650锂电池组点焊机 电动双段多脉冲精密焊接电池镍片点焊机
¥8900.00
赤豹科技 全自动单面高精度大模组锂电池点焊机
¥65000.00
赤豹科技 龙门架18650锂电池高效镍片气动电池组精密点焊机
¥7500.00
赤豹 18650锂电池组点焊机 电动双段多脉冲精密焊接电池镍片点焊机
¥8900.00
 赤豹科技 全自动单面高精度大模组锂电池点焊机
¥65000.00
赤豹科技 龙门架18650锂电池高效镍片气动电池组精密点焊机
¥7500.00
赤豹 18650锂电池组点焊机 电动双段多脉冲精密焊接电池镍片点焊机
¥8900.00
赤豹科技 全自动单面高精度大模组锂电池点焊机
¥65000.00
赤豹科技 龙门架18650锂电池高效镍片气动电池组精密点焊机
¥7500.00
赤豹 18650锂电池组点焊机 电动双段多脉冲精密焊接电池镍片点焊机
¥8900.00
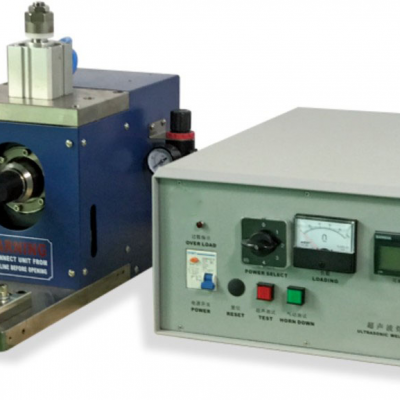
三. 工作原理:
利用超声波高频振动磨擦原理把超声波振动的能量转换成摩擦能量传递到需焊接的金属表面,在摩擦产生热量的同时对其施加压力的情况下,使金属结构分子充分激活而形成分子层之间熔合新型设备。
四.主要特点
*触摸屏界面,直观方便,频率自动跟踪。
*无氧化痕迹,超声波有清洗功能,金属表面有玷污物或氧化物,不用表面 处理,也可***焊接。
*所有工件不需预先处理,不需焊锡、焊油添加物就能熔接,经济方便。
*焊头使用耐磨材料制成,耐用性持久。
*焊点内阻小。焊接后导电性良好,其电阻系数极低,接近为零。
*焊接时间很短,一般可以在0.01-2S秒内瞬间熔接完成。
*焊点牢固,工作时的温度不超过其退火温度,不改变工件的金相组织, 其熔强度比其它方式熔接更牢固,熔接口整齐清洁。
*焊接成本低、速度快、易操作,维护方便。
*熔接时不产生火花,操作员安全放心,没有烟味,不会造成空气污染。
六、技术参数
* 焊铜铝通用
*工作电压:AC220V/50Hz
*工作气压:0.5~0.7Mpa
*超声频率:40KHz
*功率:800W
*焊接时间:0~1S
*焊层20层以内
*驱动形式:气动
*设备重量:约60Kg
*控制箱尺寸:L450×W200×H280mm
*发生器尺寸:L350×W280×H350mm
七.适用焊接范围:
*电池极片:镍带+铜箔、镍带+铝带、铝带+铝箔、铝带+铝盖、铝壳+铝镍复合带等材料的单点、多点、单层、多层、方形、条形等工艺的焊接。.
*汽车接线端子、汽车线束、马达端子、继电器片、电解、电容极片、碳刷片、散热架片、铜管、铜管+铝片、铜管+铜片等工艺的焊接。
可焊接材料:
1:0.2mm镍条+120层铜箔电芯负极多点焊接;
2:0.2mm铝条+120层铝箔电芯正极多点焊接;
3.:0.2mm铜镀镍+120层铜箔电芯负极点焊接
八.焊接工艺:
铝带与铝盖焊接;镍带与铜箔焊接(多点);铝带与铝箔焊接(条形);铝带与铝箔焊接(条形);铝带与铝箔焊接(多点);镍带与铝带;镍带与铜箔;镍带与铜箔多层;铝带与铝箔多层;铝壳与铝镍复合带焊接;镍带与铜箔多层;铝带与铝箔多层;铜管封尾;汽车线束;马达端子等焊接。
 在线问
在线问
