反应注射成型是20世纪70年代后期发展起来的。玻璃纤维通过导纱器和预成型模后,进入连续树脂传递模塑模具中,在模具中以稳定的高压和流量,注入专用树脂,使玻璃纤维充分浸透和排除气泡,在牵引机的牵引下进入模具固化成型,从而实现连续树脂传递模塑(Continuous Resin TransferMolding Pulltrusion ProcessCRTM)或称注射拉挤。
这种方法所用原料不是聚合物,而是将两种或两种以上液态单体或预聚物,以一定比例分别加到混合头中,在加压下混合均匀,立即注射到闭合模具中,在模具内聚合固化,定型成制品,由于所用原料是低粘度液体,用较小压力即能快速充满模腔,所以降低了合模力和模具造价,特别适用于生产大面积制品。
反应注射成型要求各组分一经混合,立即快速反应,并且物料能固化到可以脱模程度。因此,要采用专用原料和配方,有时制品还需进行热处理以改善其性能。成型设备的关键是混合头的结构设计、各组分准确计量和输送。此外,原料贮罐及模具温度控制也十分重要。
反应注射拉挤具有以下优点:
1、玻璃纤维充分浸透,所生产的FRP制品中微气泡含量少,机电性能优良;
2、供树脂系统与大气容易隔离,产品性能不易受环境影响;
3、注射的树脂一直保持有相同的固化特性(一直是“新胶”);
4、容易得到透明的产品,使产品缺陷(如夹杂、结纱等)易于发现和剔除;
5、对环境和操作人员的影响小。
拉挤成型这项工艺,目前还处在高速发展阶段。从国内外发展趋势来看,主要为生产大尺寸、复杂截面、厚壁产品,发展重点为:新型海洋用复合材料、电力传输、民用工程的结构组件、以及高层建筑项目。
目前国外最厚的拉挤成型产品已达101.6mm,同时拉挤工艺也从模腔内“黑色艺术”发展到以更加科学的实验手段,反复验证研究模内固化动力学,同时借助于各种电子设备、树脂注射、模具设计等不断优化质量提高生产率,随着***设备的发展,那些之前被认为不可想象的工艺也将不断涌现。
拉挤成型的特点:一是工艺简单、高效,适合于高性能纤维复合材料的大规模生产。拉挤线速度己知达到4m/min以上,加上可同时生产多件产品,更进一步提高了生产效率。
二是拉挤能地发挥纤维的增强作用。在大多数复合材料制造工艺中纤维是不连续的,这使纤维强度损失***,即使连续纤维缠绕,由于纤维的弯曲、交迭等也使其强度有一定损失。例如螺旋缠绕中,纤维的张度发挥一般只有75%~85%。在拉挤中,纤维不仅连续而且充分展直,是发挥纤维强度的理想形式。
三是质量波动小。拉挤工艺自动化程度高,工序少,时间短,操作技术和环境对制品质量影响都很小,因此用同样原材料,拉挤制品质量稳定性较其他工艺制品要高。
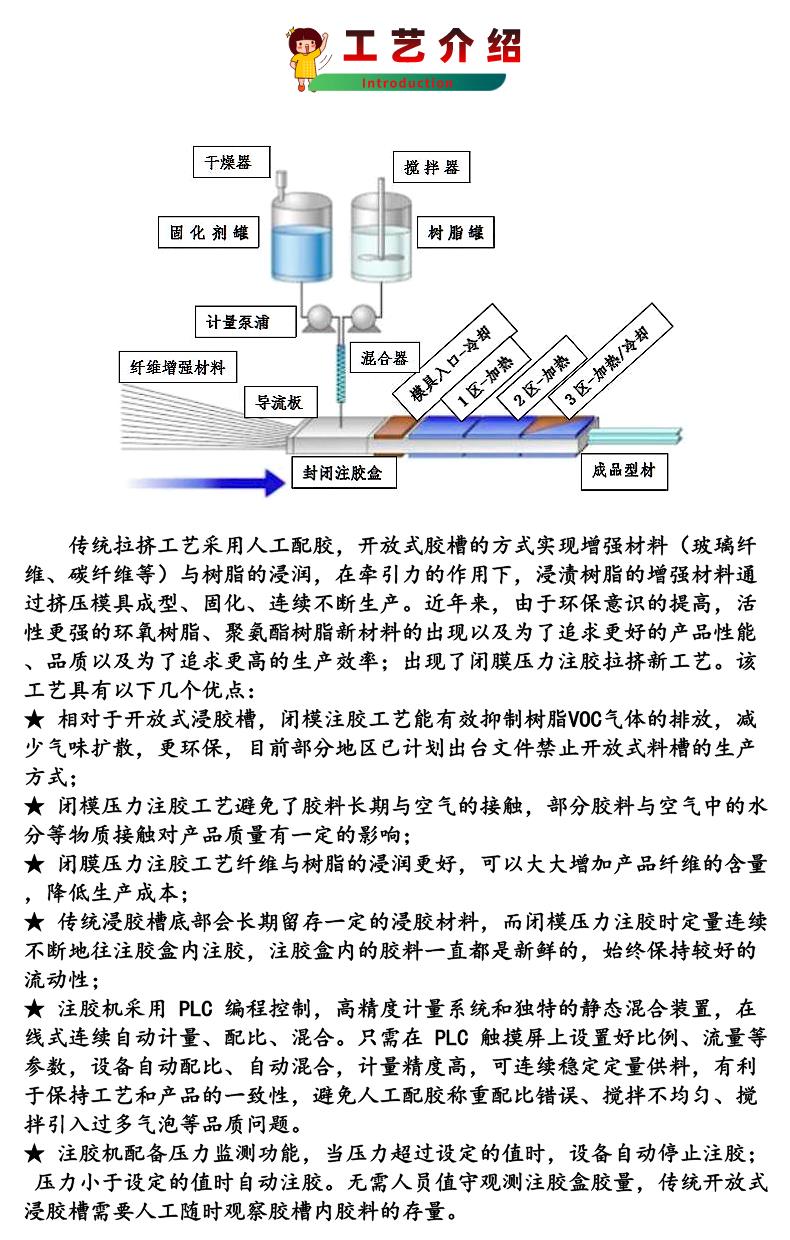
拉挤工艺双组份树脂注胶机主要应用于复合材料拉挤成型工艺组环氧树脂(epoxy resin)、聚氨酯(polyurethane)、酚醛树脂等双组份热固性树脂的自动计量、配比、混合及连续定量灌注。设备采用PLC编程控制,智能触摸屏操作,设备操作简单易学。两个储料罐分别单独存储树脂和固化剂两组份胶料;根据根据胶料的性能和工艺要求,可对料罐内的胶料进行加热、制冷恒温控制(冬季温度低加温降低胶料粘度,让其流动性更好;夏季温度高,降温抑制其反应活性)、搅拌(防沉淀、***料温均匀)、抽真空(真空脱泡、真空保存原料)等一些列预处理。根据胶料的性能及工艺流量要求匹配适合的计量泵浦,计量系统采用伺服电机驱动进口精密计量泵浦实现树脂和固化剂的计量和连续、稳定供料。带专利保护的静态混合装置,***实现树脂和固化剂胶的均匀混合。本设备具备出料量范围宽,出料量平稳,超宽可变比例,易调控,注胶压力稳定等特点,可应用于双组分、不同比例需求生产线作业。