各种尺寸自由锻4140大环子保性能量大从优
各种尺寸自由锻4140大环子
如需详细产品介绍,请致电①⑤◎⑥④◎⑤⑨⑨⑧⑥
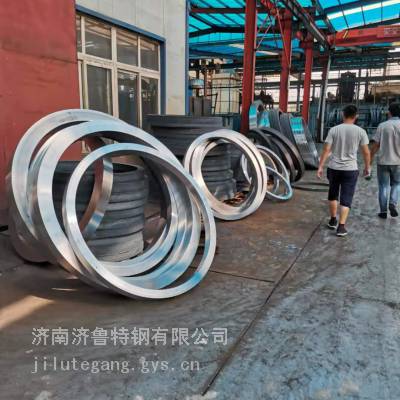
济南济鲁特钢有限公司的锻造厂,是公司生产线的核心部分,也是公司技术实力和产品质量的重要体现。锻造厂拥有完善的锻造设备和专业的技术团队,能够生产各种规格、型号的钢铁产品,满足客户的多样化需求。
各种尺寸自由锻4140大环子

在锻造厂内,工人们熟练地操作着各种设备,将原材料经过加热、锻造、冷却等工艺处理,最终打造出坚固耐用、质量***的钢铁产品。锻造过程中,工人们严格遵守工艺规程,确保每一件产品都符合质量标准。
裂纹是降低焊接结构使用性能最危险的焊接缺陷之一,焊缝中禁止出现任何形式的裂纹。焊接裂纹是指在焊接应力及其他致脆因素共同作用下,使材料的原子结合遭到破坏,形成新界面而产生的缝隙。按照焊接裂纹的产生条件,可以分为热裂纹、冷裂纹、再热裂纹、层状撕裂和应力腐蚀裂纹
正火:将钢材或钢件加热到Ac3(或Accm)以上30~50℃,经保温使之完全奥氏体化后在空气中冷却,得到珠光体类型的组织。
正火的目的:对于一般结构件来说,主要是细化晶粒,消除组织不均匀,提高力学性能;对于过共析钢可以消除网状二次渗碳体,有利于球化退火的进行。
自由锻,碳钢,碳锰钢,合金钢,船用锻件,压力容器锻件,风电设备锻件,传动机械锻件,冶金锻件,石化锻件,18CrNiMo7-6,17NiCrMo6-4,20MnMo,34CrNiMo6,36CrNiMo4,34CrNi3Mo,34CrMo1,50CrMo4,4130,4140,40CrNiMo,5CrNiMo,5CrMnMo,16mn,35,45,40cr,42crmo,Q345D 15CrMo,10#、20#、35#、45#、40#、50#、60#、Q235B-Q34***、B、D、20Cr、40Cr、20CrMnTiH、30CrMnTiH、20CrMnMoA、40CrMnMoA、20CrNiMoA (SAE8620H)、20Mn-65Mn、T7-T13、Y40Mn、YF45MnV、20Mn2-40Mn2、20MnB-45MnB、40CrNiMoA、27SiMn、15CrMoA、20CrMoA、35CrMoA、42CrMoA、35CrMnSiA、1Cr13-4Cr13、0Cr19Ni9、304、GCr15、GCr15SiMn、25Cr2MoV、30CrMnSiA、38CrSi、38CrMoAL、55Si2Mn、34CrNiMo6、Cr12MoV、Cr12、3Cr2W8V、H13、5CrMnMo、40CrNiMoA、34CrNi3Mo、20CrV-50CrVA、60Si2CrVA、60Si2MnA
热处理的目的
常见的热处理工艺
1. 退火(代号Th):将金属加热到临界温度以上300~500℃左右,保温一段时间后缓慢冷却至室温。退火可以消除热加工时产生的内应力,使金属的显微组织均匀化,改善机械性能。
2. 正火(代号Z):将金属加热到临界温度以上200~600℃左右,保温一段时间后置于空气中自然冷却。正火可以得到较细的晶粒和均匀的组织,提高金属的强度和硬度。
3. 淬火:将钢锻件加热到Ac1线以上30-50℃,保温后急冷。淬火可以使锻件的组织转变为马氏体,提高硬度和耐磨性能。淬火后需要进行调直、回火等后处理工艺,消除内应力。
4. 回火:将淬火后的锻件加热到适当的温度后,再进行适当的冷却处理。回火可以改善锻件的硬度、韧性和强度等性能。
5. 调质:在加热处理后,对锻件进行一段时间的保温处理,然后进行空气冷却或油淬火等处理。调质可以进一步改善锻件的性能。
热处理的目的
1. 消除锻造应力,降低锻件的表面硬度,提高其切削加工性能。
2. 调整与改善大型锻件在锻造过程中所形成的过热与粗大组织,降低内部化学成分与金相组织的不均匀性。
3. 提高锻件的超声波探伤能力,消除内部缺陷,确保锻件质量。
4. 为后续的淬火、回火等工艺提供组织准备。
一体式送丝机由一台电机驱动一对伞齿轮带动主动送丝轮运转,除主动送丝轮外,还有3个校直轮,这些送丝轮皆可由紧定螺钉调节松紧,焊丝从送丝机进口通过校直轮进入一对主动轮,再由送丝软管总成由送丝机出口将焊丝送入体转轴中心的送丝软管。全自动弧长控制装置,是靠一个步进电机驱动丝杆带动螺母套直线运动,带动焊矩轴向移动,整个焊接过程中是通过电弧电压的反馈,由焊接电源控制该步进电机运转,使弧长稳定在一定高度上。除通过焊接电源自动调节弧长外,在焊背部通过专用手轮也可进行手工调节。