- 商品
- 详情
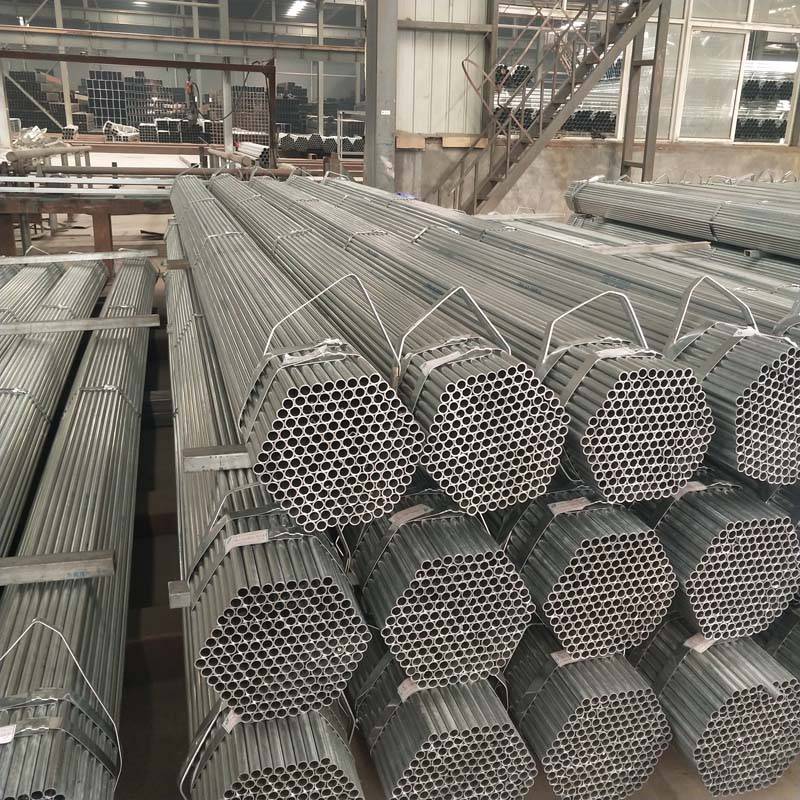
直销Q235小口径热镀锌钢管 温室暖房大棚支架用热镀锌钢管
- ¥15.90 10 - 99吨
- ¥15.70 100 - 999吨
- ¥15.50 ≥1000吨
- 大棚管产品特性
- 否是否进口
- 天津产地

镀锌管的生产工艺流程和标准规范热镀锌钢管的生产工艺流程归属于各生产商的商业秘密,因而只有出示大概生产流程: a.园钢提前准备;b.加温;c.热扎破孔;d.切头;e.酸洗钝化;f.刃磨;g.润化;h.冷扎生产加工;i.脱油;j.热处理回火调质处理;k.校直;l.切管;m.酸洗钝化;n.成品检验。镀锌管的技术标准与规范型号和成分镀锌管热镀锌钢管用钢的型号和成分应合乎GB-3092所要求的黑有用钢的型号和成分。镀锌管的生产制造方式镀锌管的生产制造方式(炉焊或电弧焊接)由生产厂挑选。热镀锌多选用热镀锌法。镀锌管的外螺纹及三通接头带外螺纹供货的热镀锌钢管,外螺纹应在热镀锌车后制,镀锌管价钱外螺纹应合乎YB-822的要求;钢质三通接头应合乎YB-238的要求,可锻铸铁三通接头应合乎YB-230的要求。 。
对于镀锌带钢的使用,在现有技术中其良好的应用质量和耐腐蚀耐锈蚀的应用特性备受人们的肯定。而这些功能的保持则主要是依靠镀锌技术的成熟化。在对镀锌带钢实行热镀锌的过程中,锌槽中浸没部分是否能长时和稳定的工作是对连续镀锌生产中的生产率和镀层质量至关重要。这些常见的损伤机理包括:液态金属腐蚀;轴承的腐蚀磨损;锌渣在轴辊上的形核和长大。在经历了漫长的研究实验,对锌槽浸没部件的损伤机理和提高部件寿命进行了广泛的研究。实验室和工业环境下的结果表明一些新的合金和涂层能***降低液态金属腐蚀,提高轴承和轴辊的寿命。而镀锌过程控制和镀槽的管理是镀层质量与锌渣的控制的重中之重。合理控制锌池化学成分和生产参数对提高镀锌带钢镀层质量和生产效率至关重要。可以通过针对不同镀层产品提出优化的锌池铝含量、锌池温度、带钢入池温度等等参数,以避免镀层缺陷,改善产品质量,降低锌耗和减少停机维修。 。

热镀优良锌带钢的产品的主要问题就成为了一个重要的方面,为了***我们使用镀锌带钢时更加认真,所以,现在简单介绍下热镀锌带钢热门产品的主要问题。首先,它的主要问题其实是在四个方面,以厚度、软硬、拉伸和卷边为主。我们在制作的时候,无论是哪一个方面都是不能出错的,首先,以厚度为例,正是因为不同的厂家对一个产品的基本要求不同,所以在这样的情况下,我们主要生产出来基本的厚度产品,而在使用之后,厚度自然也就成为了需要注意并且符合规范的产品。在热镀锌带钢之中,我们应该仔细观察有关于它的退火程度,而在不同的程度可能影响之后出现的产品的软硬问题。 。
镀锌管的生产是通过大吨位液压冷拔机的拔制,而生产出来的光亮管是不是就已经可以使用了呢?自然是不能,生产出来的可以直接使用或略经珩磨后使用的液压(气动)缸筒。光亮钢管已经大量使用在工程机械、塑料机械、纺织以及印刷机械、汽车减震器、石油抽油泵、混凝土输送缸等行业。钢管冷拔时,由于热轧管坯存在裂纹等缺陷或光亮钢管被制成油缸后,在使用过程中发生的断裂,几乎没有塑性变形发生,一般均为脆性断裂。脆性断裂是由多种原因引起的。如:晶界上有析出物时,不管其强度比基体强度强或弱,皆是产生裂纹的原因;晶界上夹杂物的偏析也是断裂的原因;另外,即使在远远小于屈服极限的交变载荷作用下,也会引起发生疲劳断裂现象。般来说,液压气动零件在设计时使用的力学性能指标,都是假定材料是均匀的、连续的、各向同性的,根据这种方法分析认为是安全的设计,有时也会发生意外断裂事故。***,在高强度金属材料中发生的低应力脆性断裂的过程中,材料组织远非均匀的、各向同性的。组织中会有裂纹、还会有夹杂物、气孔等缺陷,这些缺陷均可以看成为材料中的微裂纹。 。
-
热浸镀锌钢管 1寸镀锌焊管 DN25直缝焊管批发 ¥15.20
-
-
镀锌管 Q235B镀锌焊管 Q235B大棚镀锌钢管 ¥15.20
-
-
q235镀锌管 q235热镀锌管 4分6分RC水煤气管 ¥15.20
-
机械制造镀锌管定制样品5寸*4.25mm镀锌管 ¥15.20
-
4分/8寸 镀锌管 镀锌钢管 可加工无缝管 镀锌管 ¥15.20
-
-
-
-
Q235B 热镀锌钢管 群利库 4分*1.5 ¥15.20
-
消防用镀锌管 热镀锌管 穿线管 薄壁镀锌钢管 规格齐全 ¥15.20
-
脚手架钢管 建筑用不锈钢焊管架子 欧标热镀锌管批发 ¥15.20
-
镀锌钢管现货 2寸热浸镀锌管批发 DN50镀锌焊管 ¥15.20
-
热镀锌钢管 热浸镀锌钢管 镀锌钢管现货8寸*5.5mm ¥15.20
-
镀锌管Q235友发热镀锌钢管大棚镀锌管消防输送镀锌管厂家 ¥15.20
-
供应隧道用热镀锌螺旋钢管 自来水用大口径镀锌螺旋钢管 ¥15.20
-
 在线问
在线问
- 大棚管
- 否
- 天津
- 20#
- 利达
- 东莞
- 仁和物流基地
- 汽车用、 太阳能、 金属制品、 家用电器、 精密电子、 集装箱、 机械制造、 电梯、 卫生洁具、 轨道交通、 压力容器、 建筑装饰、 核电、 餐饮厨具、 化工设备、 日用电器、 食用机械、 结构制管
- 深加工(冲压、折弯等)
- 正品(受理质量异议)
- 可配送到厂
- 期货
- 10mm、 30mm、 9kg、 18kg、 22kg、 24kg、 25kg、 30kg、 35*27*11CM、 27cm以下、 27cm、 39cm、 43cm、 120*70、 105*60、 115*65、 110*65、 4枚、 10枚、 20枚、 25枚、 50枚、 80*120cm、 60*60cm、 70*70cm、 60*120CM、 80*80cm、 70*120cm、 60*180cm、 90*150cm、 90*90cm、 90*180cm、 90*120cm、 90*210cm、 70*210cm、 70*180cm、 60*150cm、 60*210cm、 70*150cm、 70*240cm、 80*150cm、 80*180cm、 80*210cm、 80*240cm、 1.5寸*3.25mm、 6分*2.5mm、 4寸*3.75mm、 3寸*3.75mm、 8寸*5.0mm、 1.5寸*3.0mm、 5寸*4.0mm、 3寸*3.25mm、 2寸*3.5mm、 1寸*2.75mm、 1寸*3mm、 1.2寸*2.5mm、 3寸*4.0mm、 6寸*4.0MM、 6分*2.75mm、 1寸*3.25mm、 1.2寸*3.25mm、 4分*2.75mm、 4寸*3.0mm、 8寸*4.5mm、 4分*2.5mm、 8寸*6.0mm、 1.5寸*2.75mm、 2寸*3.0mm、 3寸*3.0mm、 4寸*3.25mm、 1.5寸*3.5mm、 1寸*2.5mm、 4分*2mm、 1.2寸*3mm、 6寸*4.5mm、 4寸*4.0mm、 4寸*3.5mm、 5寸*4.5mm、 8寸*5.5mm、 3寸*3.5mm、 6寸*4.25mm、 5寸*3.75mm、 5寸*4.25mm、 2寸*3.25mm、 1.2寸*2.75mm、 6寸*3.75mm、 6分*2mm、 2寸*2.75mm
- hicvj
- 过磅
- 钢材城B区998
- 18363509995
- 光滑 易折弯