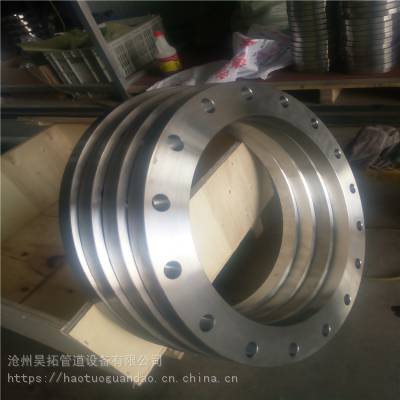
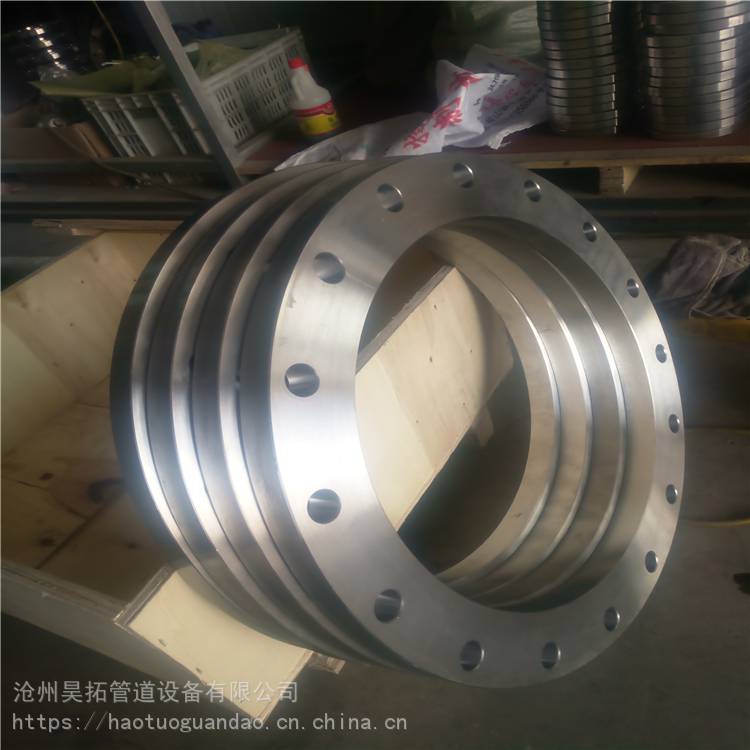
沧州昊拓 254SMO法兰 管板法兰 法兰盖 换热器用
254SMO具有的抗腐蚀力。由于可能会发生局部腐蚀和均匀腐蚀,所以316普通型不锈钢不能用于盐酸中,但是在一般温度下254SMO可以用于稀释的盐酸中。在边界线的以下区域内不必担心发生点腐蚀。但必须设法避免缝隙的存在。在氟硅酸中(H2SiF4)和氢氟酸(HF)中,普通的不锈钢的耐腐蚀范围是很有限的,而254SMO则能在相当宽的浓度和温度的范围内应用。配套焊接材料及焊接工艺:254SMO的焊接选用高配625合金系列焊材,即ERNiCrMo-3焊丝,ENiCrMo-3焊条,焊材尺寸有Φ1.0、1.2、2.4、3.2、4.0

镍基耐蚀合金H和超级不锈钢254SMO的典型接头形式与熔化极气体保护焊的接头形式一致,接头形式的选择应尽量减少熔化金属,减少焊接变形与残余应力。各种V形或V形加垫板单面焊接头适于厚25mm以下的板材的焊接。U形坡口和双U形坡口适合于20m以上或更厚板材。在接头设计上应尽可能选用双V形坡口,以减少焊接熔化金属、减少焊接变形或残余应力。
镍基耐蚀合金和254SMO合金埋弧焊对焊件的清理是防止裂纹,特别是防止气孔产生的***重要的措施,必须严格执行。污物、油脂可用蒸汽脱脂或用丙酮清洗,油漆可用碱、专用洗涤剂清洗,标记墨水可用甲醇清洗。当母材温度低于15℃时,为防止空气中的湿气吸附在母材表面导致气孔产生,应将坡口两侧250~300mm范围内加热到15-20℃。
轧制镍基合金一般不需要焊前预热,也不推荐焊后热处理,但有时为***使用中不发生晶间腐蚀,需要焊后热处理。
254SMO法兰的整个22.5°段创建了***级子结构,而垫圈和螺栓如前所述啮合。凸缘上与螺栓帽接触的节点形成基于节点的表面,而凸缘上与垫圈接触的节点形成另一个基于节点的表面。这些基于节点的表面将与螺栓盖和垫圈上的主表面形成接触对,这些表面使用表面定义选项定义。子结构上保留的自由度包括这些基于节点的表面中的节点以及254SMO法兰的0°和22.5°面上的节点的所有三个自由度。在子结构使用级别***适当的边界条件。载荷和边界条件边界条件是对称边界条件。在轴对称模型中,[公式]=0应用于垫圈的对称平面和螺栓的底部。在三维模型中,[公式]=0被应用于垫圈的对称平面以及螺栓的底部。0°和22.5°平面也是对称平面。在22.5°平面上,通过调用适当的节点变换并将边界条件应用于该对称平面中的局部方向来强制执行对称边界条件。这些转换使用局部坐标系定义实现。
锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。锻件比铸件能承受更高的剪切力和拉伸力。铸件的优点在于可以搞出比较复杂的外形,成本比较低;锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺陷;从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多.