MYS5系列电源电涌保护器 MYS5-385V-20KA
¥340.00
捷克SALTEK防雷器
面议
法国CITEL防雷器
面议
MYS5系列电源电涌保护器 MYS5-385V-20KA
¥340.00
捷克SALTEK防雷器
面议
法国CITEL防雷器
面议

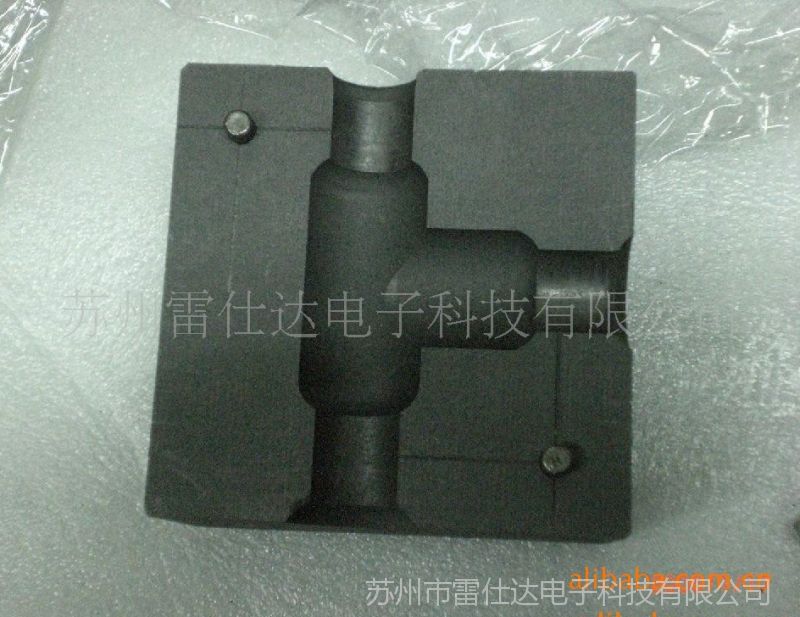
我公司生产的放热焊接用石墨均为高纯石墨,其性能指标如下:
1、性能指标
体积密度≥ | 1.85 | 1.82 |
抗压强度≥ | 85 | 80 |
抗折强度≥ | 42 | 40 |
电阻率≤ | 14 | 15 |
肖氏硬度≥ | 47 | 45 |
气孔率% | 12 | 12 |
焊接点的电流截流量和导线相等;
焊接点是***性的,不会因松动或腐蚀造成高电阻;
焊接点像铜一样,而比铜本身更加坚韧,且不受腐蚀性产物的影响;
焊接点能经受反复多次的大浪涌(故障)电流而不退化;
焊接操作方法简单,容易上手;
设备轻便,携带方便;
焊接时,不需要外接电源或热源;
从外观便能核查焊接的质量;
可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。
影响焊接效果的因素
一个良好的焊点表面丰满光亮、没有气孔、夹渣,切开后其剖面成一整体无气孔与瑕疵。影响到焊接效果的最主要原因是湿气或水气,由于模具、焊粉及被焊接物内均可能吸附水分,因此如何防止或驱除水气,是焊接时必须采取的最重要步骤。
另一影响焊接效果的因素是模具及被焊接物的清洁程度,如被焊接物表面的尘土、油脂、氧化物或其它附着物必须清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊点的导电性能与机械性能将受到影响。如果模具内遗留的残渣不完全清除,将造成焊点表面不平滑、不光亮。
综上所述,注意要点:1、驱除水气(可用喷灯烘烤),2、清洁被焊接物,3、清洁模具
 在线问
在线问