油漆桶封口钳 大小钳70mm两个 200升铁桶手动封盖机
¥190.00
封盖机啤酒瓶压盖机手动压盖器玻璃瓶封盖机
¥95.00
翔达机械半自动立式封罐机FGJ-100D塑料罐PET罐易拉盖封盖机
¥6500.00
油漆桶封口钳 大小钳70mm两个 200升铁桶手动封盖机
¥190.00
封盖机啤酒瓶压盖机手动压盖器玻璃瓶封盖机
¥95.00
翔达机械半自动立式封罐机FGJ-100D塑料罐PET罐易拉盖封盖机
¥6500.00

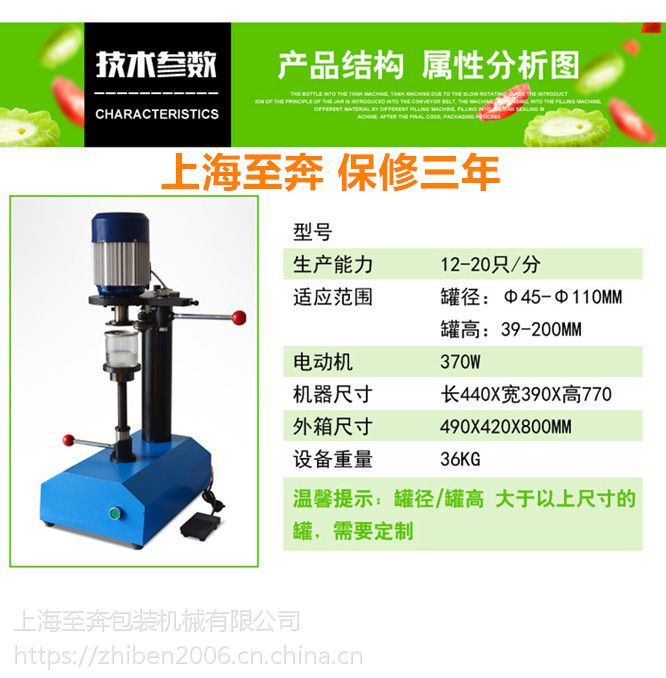
手扳易拉罐封口机封罐机
设备编号 | ZB-025 |
生产能力 | 12-20次/分钟 |
适用范围 | 罐径45-110mm,罐高39-200mm |
机器功率 | 370w |
机器尺寸 | 440*390*770mm |
外形尺寸 | 490*420*800mm |
设备重量 | 36kg |
特别提醒 | 罐径罐***出范围需要订做 |
适用范围 | 适用于各种圆口的金属罐、PET塑料罐、纸罐等罐子的封口。对罐盖卷封成型,达到不漏水、无毛边、无褶皱的要求。 |
操作要点 | 一、 调整直径不同的产品, |
 在线问
在线问