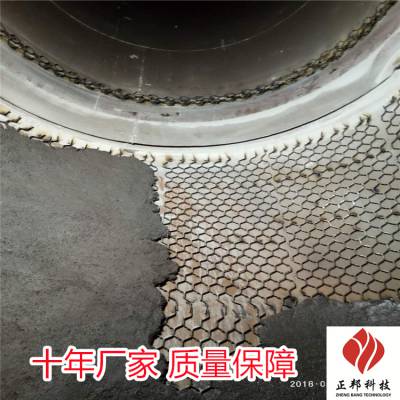
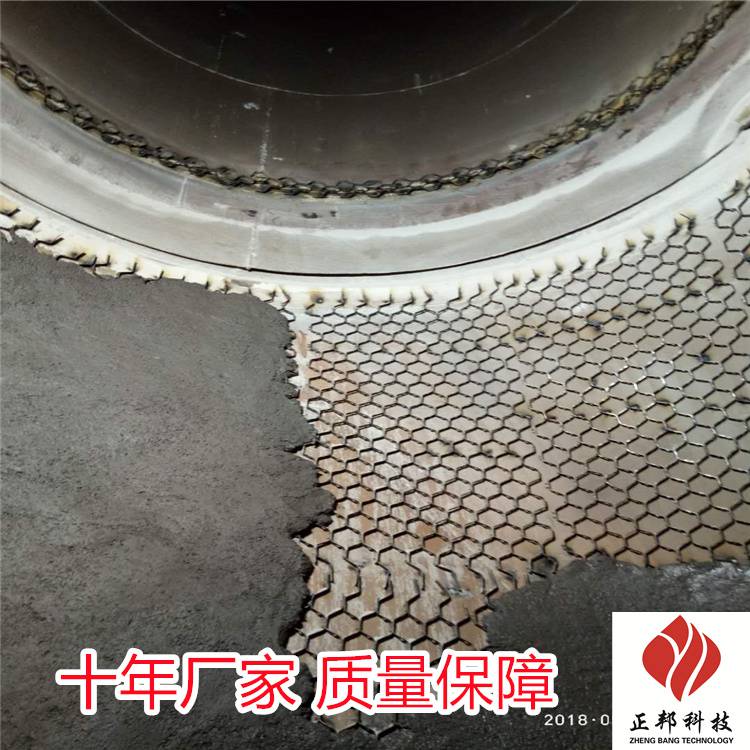
下料仓龟甲网耐磨胶泥施工方案 冲渣沟陶瓷耐磨料
下料仓龟甲网耐磨胶泥施工方案 冲渣沟陶瓷耐磨料,龟甲网耐磨胶泥——主要由耐磨骨料和结合系统组成,密度大,无大的宏观缺陷,强度可达150MPa,是一般混凝土和耐火浇注料无法企及的,主要是采用了离子化合物和部分人工合成共价化合物,其离子键结合牢固,所以强度和刚度很大,可抵御物料的冲击力和剪切应力。而结合系统由于采取复合强化措施和处理,形成化学结合,致使其强度很高。
具有的韧性和抗震性。由于水调耐磨陶瓷涂料采用定向网状增强措施,通过耦合进一步韧性,所以抗断裂、韧性强,可防止冲击力造成的破损和剥落。另一方面,由于离子键和其共价键为强结合键,键能比较高,低温对其影响很小,而且它的振动频率,常温难以对其构成威胁,不会产生热震损毁。
整体性好。由于耐磨可塑料采取了双重补强措施,有的甚至采取了多种补强措施,地了材料性能,使其体积稳定,不可能产生裂缝,因而整体性好,另外施工为整体施工,无接缝出现,因而整体性进一步提高。
环境相容性好。由于采用了耐酸和耐碱的人工合成原料,不会和矿渣发生反应,同时由于这种材料多为合成原料,晶体发育好,结构完整,环境温度不会对它造成大的影响,属环境惰性材料,因而对环境敏感性差。
无环境污染。耐磨陶瓷涂料属于无机非金属材料,主要成分为硅酸盐和氧化铝,和地球岩石层成分相近,不会造成土质恶化和*离子污染,不会影响环境。
龟甲网耐磨胶泥的研究与应用施工方法:
(一)、施工条件:
1.施工时基材表面温度须大于露点温度3℃,相对湿度须低于60%;
2.建议施工15℃~32℃环境温度下进行。
(二)、制定施工方案:
根据浮选槽磨损情况,或选择局部修或做整体涂层防护处理;
(三)、表面处理:
1. 对设备冲蚀缺损部位进行补焊,选用与设备基材同材质或接近的钢板/钢筋进行骨架焊接;
2. 物料、脱脂、除潮处理:用高压清洗设备对浮选槽需修部位进行清洗,设备表面的物料、铁锈、污泥等杂质,并且应无油污、无粉尘。
3. 喷砂除锈:工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。
(四)、耐磨材料选用:
1.ZB-01耐磨陶瓷涂料
该材料具有耐水、耐油、性。适用(-20℃-250℃)设备过流冲蚀、设备的大面积修、设备涂耐磨层,如旋流器、浮选柱、浮选机、泡沫槽、分级机、搅拌桶、溜槽、管件类等修。
(五)、耐磨材料施工:
1、ZB-01电厂耐磨陶瓷涂料使用注意事项:
严格按照ZB-01电厂耐磨涂料的比例混合,搅拌均匀。搅拌不均匀会出现局部不耐磨情况。具体调和比例及固化时间参照产品数据表。
充分混合材料后需在3分钟内用完,否则材料会固化变硬,固化后的材料不能使用,如果使用固化后的材料会出现局部掉层现象。
2、ZB-01电厂耐磨涂料使用顺序:
将ZB-01电厂耐磨涂料按比例混合搅拌均匀,用喷涂机对浮选槽大面积喷涂处理,对局部小区域改用人工处理,用泥抹板或塑料刮板将混合后的修材料涂与设备局部进行涂层处理,朝一个方向涂抹,一边涂抹一边压实;
ZB-01电厂耐磨涂料按比例混合,用喷涂机对浮选槽底部进行喷涂处理;
在材料初固前,使用刮板将涂层的材料表面修理平整;
固化:修平整后,常温固化24小时后便可投入使用,气温较低时,可采取加温设备进行升温固化。
(六)、研磨验收:
1.研磨:加温固化后的对不平整部分进行研磨处理,打磨平整;