其他镜面滚压刀(定制)
面议
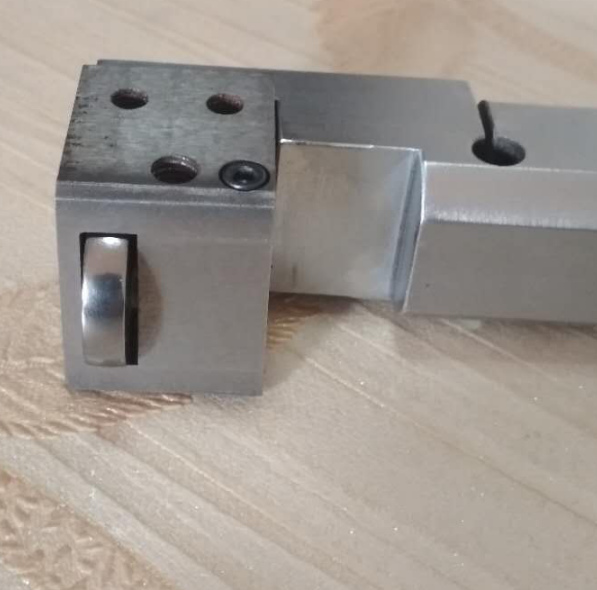
其他镜面滚压刀(定制)
面议
- 商品
- 详情
参数
- HUABAO品牌
- ZYSN-1型号
- 镜面刀滚刀类型
山东 济南
5天内发货
1000
其他镜面滚压刀(定制)
面议
产品详情
序号 | 项目 | 参数 | 说明 |
1 | 材质 | 滚压头进口材质,支撑座(含内部结构件)进口材质,其他国产优质材质。 | 主要工作件进口 |
2 | 使用寿命 | 45#钢连续工作1000小时以上(设计寿命)。 | 影响刀具寿命的主要因素包括,加工材质、机床、操作者等方面。 |
3 | 加工效果 | Ra0.05-0.4(取决于材质、机床、转速、走刀量、前处理等因素) | |
4 | 加工范围 | 直径大于10mm外圆,直径大于45mm内孔,端面、平面、弧面、锥面等加工。 | |
5 | 加工进刀量 | 0.1-0.5mm(单边进刀量) | 根据材质软硬不同,选用不同进刀量。 |
6 | 加工形变量 | 0.005-0.01mm | |
7 | 加工走刀量 | 普车0.1-0.4mm/r,数控车F100-F500 | |
8 | 加工线速度 | 80-200m/min | |
9 | 台阶清根余量 | 台阶高度低于6.5mm清根余量1.5mm,高于6.5mm清根余量4.5mm。 | |
10 | 加工前要求 | 表面粗糙度<3.2,无振刀,表面清洁干净 | |
11 | 加工硬度要求 | HRC<45效果佳; | |
12 | 其他要求 | 1、0.5小时以上连续加工建议使用油路循环或乳化液润滑降温;2、经过长时间使用必须检查间隙调节孔,间隙调节状态为间隙顶紧后回旋1/4-1/2周,以滚轮旋转顺畅为准3、其他未尽事宜请询:15866605088倪经理。 | |
为您推荐
-
-
-
天津 数控玻璃切割机 CNC3826 厂家 ¥60000.00
-
内蒙古 玻璃切割机 CNC2620 现货 ¥60000.00
-
江苏 玻璃切割机 CNC2620 厂家 ¥60000.00
-
福建 全自动玻璃切割机 CNC2620 现货 ¥60000.00
-
甘肃 数控玻璃切割机 CNC4028 现货 ¥60000.00
-
贵州 全自动玻璃切割机 CNC2620 现货 ¥60000.00
-
海南 玻璃切割机 CNC3826 报价 ¥60000.00
-
青海 数控玻璃切割机 CNC3826 现货 ¥60000.00
-
黑龙江 玻璃切割机 CNC2620 现货 ¥60000.00
-
玻璃切割机 CNC4028 ¥60000.00
-
玻璃切割机 CNC4028 现货 ¥60000.00
-
玻璃切割机 CNC4028 厂家 ¥60000.00
-
玻璃切割机 CNC4028 现货 ¥60000.00
-
济南朝阳 玻璃切割机 CNC4028 现货 ¥60000.00
-
山西 自动封胶线 ZYF2000 厂家 ¥60000.00
-
山西 自动封胶线 ZYF2000 现货 ¥60000.00
 在线问
在线问
产品参数
- HUABAO
- ZYSN-1
- 镜面刀
- 硬质合金