
 57×5钢管,20g标准产品,选择 每日报价
¥7.20
57×5钢管,20g标准产品,选择 每日报价
¥7.20
- 商品
- 详情
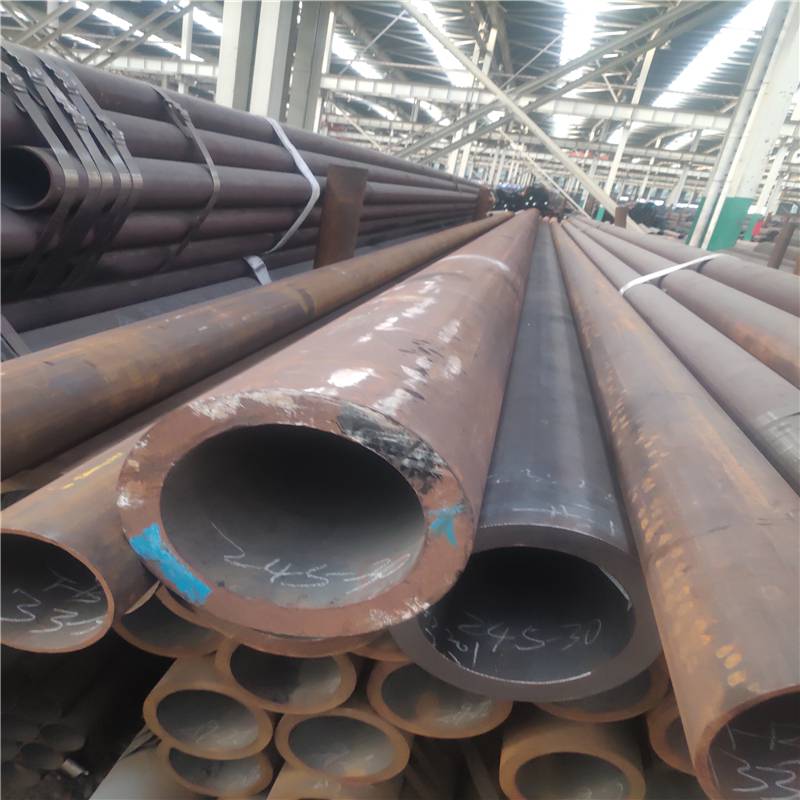
48.3×5.08钢管,20G/20#/6479标准产品,供应 每日报价
- ¥7.80 1000 - 9999千克
- ¥7.50 10000 - 99999千克
- ¥7.20 ≥100000千克
参数
- 否是否进口
- 天津,山东,江苏,上海,东北产地
- 20g材质
山东 聊城
3天内发货
9999999千克
57×5钢管,20g标准产品,选择 每日报价
¥7.20
产品详情
| 产品: | 规格 | 材质/标准 | 钢厂产地 | 货物状态 | 备注 |
| 20G钢管 | 426×20 | 20GGB5310 | 重钢9.7 | 现货 | 详情电询 |
| 20G无缝管 | 273×7 | 20G | 建龙40吨 | 现货 | 详情电询 |
| 20G高压锅炉管 | 133×22 | 20G9948 | 港鑫 | 现货 | 详情电询 |
| 20G高压流体管 | 18×1.5 | 20G | 烟宝90吨 | 现货 | 详情电询 |
| 更多... | ...... | ...... | ...... | ...... | ...... |
GB9948石油裂化管已使用3年,根据相应的缺陷形式,通过对其材质强度、焊接的评定,根据制定的修复方案进行了石油裂化管的修复,使其达到使用的标准。根据材质强度评定和制定的修复方案,完成了石油裂化管的修复。该修复的石油裂化管连续运行了17个月,使用状态一直良好。下机后对所有焊缝进行X光探伤,未发现有新的裂纹出现,还可以继续使用。现场应用情况表明按照上述修复工艺方案进行修复取得了成功,同时也验证了所选镍基高温合金与替代材料焊接的焊接性能在高温作用下***可满足使用。管缺陷主要表现为:二次吊装法兰处烧穿,多处鼓包缺陷,香蕉状弯曲,A段的严重缩颈、壁厚减薄、大面积龟裂和截面变形。因而充分考虑上述缺陷特点,采用的修复方案具体如下:从二次吊装法兰处用等离子切割机切割开GB9948石油裂化管;采用着色渗透检查方法检查石油裂化管穿孔处裂纹确定切割的尺寸,采用手动砂轮片切割机对石油裂化管进行切割;对表面切口按照焊接坡口要求打磨,由于石油裂化管切口断面已成椭圆形(长轴约1900mm,短轴约1700mm),对接时必须按椭圆形还原对接,然后进行手工焊接;采用着色渗透检查方法检查焊缝质量;在GB9948石油裂化管底部焊接一定长度的替代钢板(<1820mm×900mm,厚度15mm)使马弗炉总长度达到设计要求(约28500mm);二次吊装法兰处理与石油裂化管相同,马弗炉已出现7处鼓包,由于没有合适的材料,因而只对为严重的鼓包采用与烧穿相同的方法进行了整段切除、对焊,其余部位的鼓包只能进行定期跟踪渗透探伤检查。
48.3×5.08钢管,20G/20#/6479标准产品,供应 每日报价
为您推荐
 在线问
在线问
产品参数
- 否
- 天津,山东,江苏,上海,东北
- 20g
- 天津,山东
- 天津,山东
- 正品(受理质量异议)
- 无加工、 定制样品、 深加工(冲压、折弯等)、 其他加工服务
- 可配送到厂
- 现货
- 汽车用、 建筑装饰、 化工设备、 食用机械、 结构制管、 其他
- 25*2.5、 89*4.5、 108*4.5、 133*4.5、 159*6、 168*8、 219*6、 273*7、 325*8、 426*12、 273*8、 426*11
- 48.3×5.08钢管
- 天管
- 山东,天津
- 20G/20#/6479标准钢管
- 过磅