- 商品
- 详情
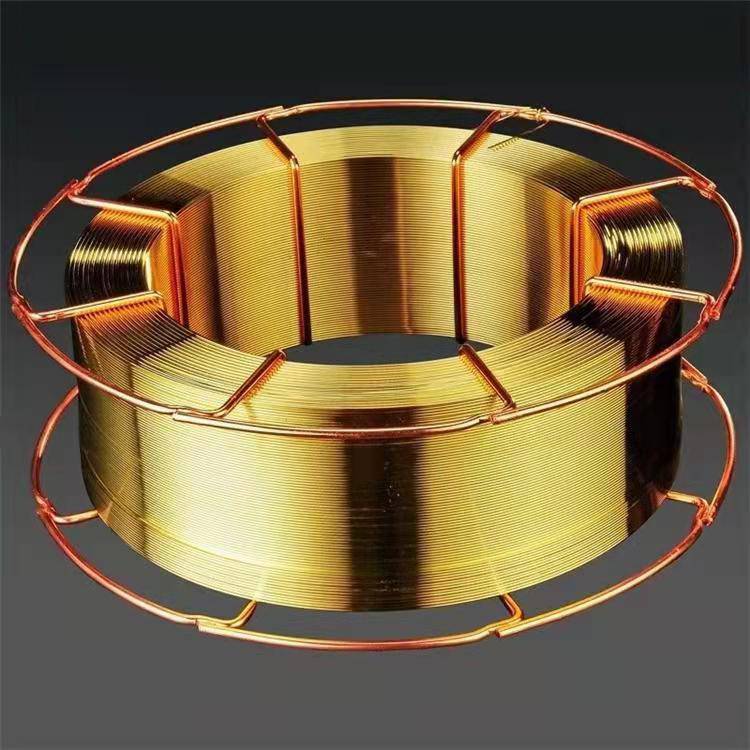
S221锡黄铜焊丝 适用于黄铜紫铜气焊时作填充材料 Cu227铜焊条
- ¥98.00 20 - 99
- ¥97.00 ≥100
- 铜焊丝产品特性
- 否是否进口
- 山东产地


铜焊丝 S221紫铜氩弧焊丝 201纯铜氩弧焊丝 盘丝 直条焊丝 名称:S221锡黄铜焊丝 成分:CU=59-61%;Sn=0.5-1.0%;Si=0.15-0.35%;Zn余量。 说明:S221熔点约890-905℃、是含有少量锡和硅的黄铜焊丝。锡能提高焊丝的流动性,而硅可控制锌的蒸发,,从而得到良好的焊缝。 用途:适用于黄铜、紫铜气焊时作填充材料,也广泛用于钎焊钢和铸铁及镶嵌硬质合金刀具。还可用作低压阀门密封面、轻负荷耐,磨表面的堆焊材料。 焊粉:CJ301,QJ302 符合:GB/T9460-2008 型号:SCu6810A -------------------------------------------------------------------------------------------------------------------------- 名称:S211硅青铜焊丝 标准:GB/T9460 HSCuSi SCu6560 AWS A5.7-84 ERCuSi-A 成分:Si=2.8-4.0%;Mn=0.5-1.5%;Cu余量。 用途:含有3%的硅及少量锰的青铜焊丝,熔点为965-1035℃,焊接工艺性能优良,焊缝机械性能较高。 用途:用于硅青铜、黄铜及其与钢的焊接,近年来常用于镀锌薄钢板的钎焊。 布氏硬度参考值:HB80 -------------------------------------------------------------------------------------------------------------------------- 名称:S201紫铜焊丝 标准:GB/T9460 SCu1898 AWS A5.7 ERCu 成分:Cu≥98.0%;Sn≤1.0%;Si≤0.5%;Mn≤0.5%;P≤0.15%;Pb≤0.02%;Al≤0.01%。 说明:S201熔点为1020-1050℃,含有少量锡、硅、锰、磷等脱氧元素的紫铜焊丝,硅、锰、磷主要是作为脱氧剂加入,而锡加入则铜的流动性。具有焊接工艺性能优良,焊缝成型美观、机械性能高以及抗裂性好等特点。 用途:适用于紫铜的氩弧焊,如钢坯连铸结晶器、炼钢厂电极夹具、导电辊、导电板、加热元件、铜容器、铜雕塑等。 -------------------------------------------------------------------------------------------------------------------------- 名称:S215铝铁青铜焊丝 标准:GB/T9460 SCu6180 AWS A5.7 ERCuA1-A2 成分:Al=8.5-11%;Fe=0.5-1.5%;Cu余量。 说明:S215是含铁的铝青铜焊丝,熔点为1030-1040℃,耐,磨和耐海水及常用酸的腐蚀,具有良好的机械性能和焊接性能。 用途:常用于焊接类似成分的铝青铜,锰硅青铜,镍铜合金,铁基合
-
斯米克Z308纯镍铸铁焊条 用于铸铁薄件及加工面的补焊 ¥148.00
-
-
-
-
-
 在线问
在线问
- 铜焊丝
- 否
- 山东
- 宏源
- S221
- 多款供选
- 锡黄铜
- S221
- 1
- 否
- 1.2mm,1.6
- 650
- 盘
- 15
- 用于黄铜、紫铜气焊
- 450
- 80-120
- 否
- 用于黄铜、紫铜气焊
- 1.2/1.6
- 铜焊丝