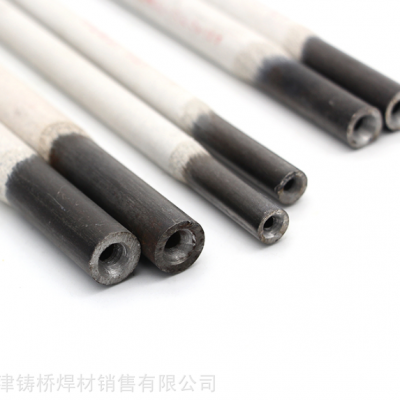
XTH.SES-1X电渣焊熔嘴/熔化咀
XTH.SES-1X熔化咀主要用于钢结构建筑箱形柱内隔板的焊接,高炉、转炉、热风炉、大型容器和发电机机座等厚板的焊接。适合的钢材如Q235、Q345、Q390或日本的SS-41 SM-50A和SM-50B等。在一般情况下,不适用于沸腾钢的焊接。熔嘴配合ZHR熔嘴电渣焊机使用。
电渣焊熔嘴规格有φ8、φ10、φ12,电渣焊熔嘴长度根据用户要求订做。
熔嘴直径 内孔尺寸 可用焊丝 适用板厚
φ8 φ3 φ2.5 ≤16mm
φ10 φ3.6 φ2.5 ≤22mm
φ12 φ4 φ2.5 >22mm

YD126 | 耐磨堆焊药芯焊丝 |
说明:YD126堆焊药芯焊丝为低氢型普通锰型堆焊焊丝。
|
|
用途:用于堆焊受磨损的低碳钢、中碳钢及低合金钢的表面,如车轴、齿轮、行走主动轮、搅拌机叶片等。
|
|
熔敷金属化学成分(%)
化学成分CMn***值≤0.20≤4.20 |
|
堆焊层硬度:HRC≥28
|
|
YD1Cr13耐磨堆焊药芯焊丝产品详细描述: |
| 牌号适用标准(相当)堆焊层硬度堆焊金属化学成分(%)保护气体YD1Cr13耐磨堆焊药芯焊丝GB EDCr-A1-15HRC≥40C≤0.15 Cr:10.0-16.0 S≤0.03 P≤0.04 说明:该焊丝为低氢型渣系的自保护堆焊药芯焊丝。堆焊金属为1铬13型马氏体高铬钢。堆焊层具有空淬特性,一般不需要进行热处理,硬度均匀,亦可在750-800℃退火软化。该焊丝电弧稳定,飞溅小,焊缝成形美观,脱渣容易。焊前须将焊件预热300℃以上,焊后如进行不同的热处理,可获得相应的硬度。应用:可用于堆焊工作温度在450℃以下碳钢或低合金钢的轴,阀件等。也可用于其它受磨损机件表面的堆焊。可代替D507焊条使用。 |
YD2Cr13耐磨堆焊药芯焊丝产品详细描述: |
| 牌号适用标准(相当)堆焊层硬度堆焊金属化学成分(%)保护气体YD2Cr13耐磨堆焊药芯焊丝GB EDCr-B-15HRC≥45C≤0.25 Cr:10.0-16.0 S≤0.03 P≤0.04 说明:该焊丝为低氢型渣系的气保护堆焊药芯焊丝,使用少量混合气即可。堆焊金属为2铬13型马氏体高铬钢。堆焊层具有空淬特性,一般不需要进行热处理,硬度均匀,可在750-800℃退火软化。该焊丝电弧稳定,飞溅小,焊缝成形美观,脱渣容易。焊前须将焊件预热300℃以上,焊后如进行不同的热处理,可获得相应的硬度。应用:可用于堆焊碳钢或低合金钢的轴,过热蒸汽阀件,搅拌机浆,螺旋输送机叶片等。可代替D517焊条使用。 |