宏源 TA2纯钛氩弧焊丝 主要用于钛基合金的焊接
¥260.00
宏源 TA2纯钛氩弧焊丝 主要用于钛基合金的焊接
¥260.00
- 商品
- 详情
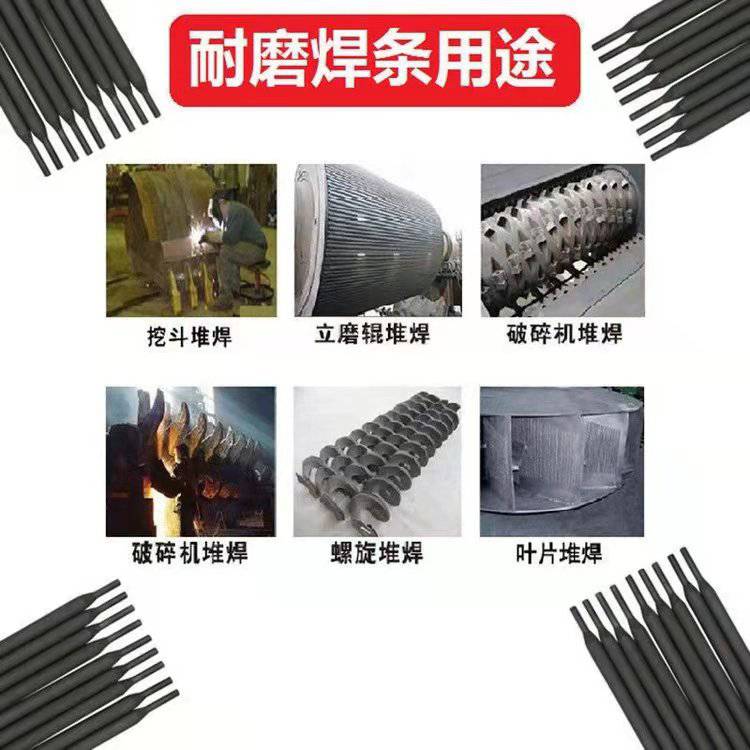
D256道岔轨道补焊D266火车钢轨 铁路高锰钢D286A耐磨堆焊焊条
- ¥28.00 20 - 199公斤
- ¥27.00 ≥200公斤
参数
- 耐磨产品特性
- 否是否进口
- 河北产地
河北 南宫市
1天内发货
20000公斤
宏源 TA2纯钛氩弧焊丝 主要用于钛基合金的焊接
¥260.00
产品详情
D256高锰钢堆焊焊条 符合国标:GB/T 984—2001 EDMn-A-16 说明:D256是低氢钾型药皮的高锰钢堆焊焊条。交直流两用。堆焊时,宜用小电流、窄道焊,并趁红热时锤击或水淬,以减少裂纹倾向,熔敷金属为奥氏体高锰钢,具有加工硬化、坚韧和耐磨的特点。 用途:用于破碎机、高锰钢轨、戽斗、推土机等受冲击易磨损件的堆焊。 堆焊层硬度:HB≥170(焊态)。 注意事项: 1.焊前焊条须经300~350℃烘焙1h。 2.堆焊已磨损的高锰钢工件,事先应将疲劳层铲除或经水韧处理或用铬锰钢焊条(如D277)打底。 3.堆焊时黄烟很大,应注意加强通风并站在上风位置进行操作。 ------------------------------------------------------- D266高锰钢堆焊焊条 符合国标:GB/T 984—2001 EDMn-B-16 说明: D266是低氢钾型药皮的高锰钢堆焊焊条。交直流两用。由于熔敷金属中添加了钼,从而提高了抗裂及耐磨性能。堆焊时宜采用小电流、窄道焊,并趁红热时立即锤击或水淬,以减少裂纹倾向。堆焊金属为奥氏体高锰钢,具有加工硬化、坚韧和耐磨的特点。 用途:用于各种破碎机、高锰钢轨、道岔、戽斗、推土机等受冲击易磨损部分的堆焊。 堆焊层硬度:HB≥170(焊态)。 注意事项: 1.焊前焊条须经300~350℃烘焙1h。 2.堆焊已磨损的高锰钢工件,事先应将疲劳层铲除或经水韧处理或用铬锰钢焊条(如D277)打底。 3.堆焊时黄烟很大,应注意加强通风并站在上风位置进行操作。 ------------------------------------------------------- D276、D277高铬锰钢耐气蚀堆焊焊条 符合国标:GB/T 984—2001 EDCrMn-B-15、EDCrMn-B-15 说明: D276、D277均为低氢型药皮的高铬锰钢耐气蚀堆焊焊条。采用直流反接(D276可以交直流两用)。熔敷金属能加工硬化、富有韧性、耐气蚀,并有良好的抗裂纹性能。 用途:用于堆焊水轮机受气蚀破坏的零件,如水轮机的叶片、导水叶片等。同时也用于要求耐磨性及韧性高的高锰钢工件的堆焊,如铁路道岔、螺旋输送机构、推土机刀片、抓斗、破碎刀片等。 堆焊层硬度。 注意事项: 1.堆焊前,焊条须经300~350℃烘焙1h。 2.堆焊时黄烟很大,应注意加强通风并站在上风位置进行操作。 ------------------------------------------------------- D286A高锰钢锰钼型堆焊焊条 说明:D286A是低氢钾型药皮的高锰钢锰钼型堆焊焊条,交直流两用。熔敷金属为奥氏体组织,可冷作加工,冲击后硬化,抗冲击耐磨性好,韧性高并具有较好的抗裂性能。 用途:适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面——磨损部位的堆焊。 堆焊层硬度: HB180-230(焊态);HB 270-420(锤击后);HB400-500(辗轧冲击后) 注意事项: 1.焊前焊条须经350℃左右烘焙1h。 2.堆焊时边焊接边浇水激冷,焊后锤击、碾轧冲击。 ------------------------------------------------------- D286B高锰钢锰镍型堆焊焊条 说明:D286B是低氢钾型药皮的高锰钢锰镍型堆焊焊条,交直流两用。熔敷金属为奥氏体组织,可冷作加工,冲击后硬化,抗冲击耐磨性好,韧性高并具有较好的抗裂性能。 用途:适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面磨损部位的堆焊。 堆焊层硬度:HB180-230(焊态);HB 270-320(锤击后);HB360-370(辗轧冲击后) 注意事项: 1. 焊前焊条须经350℃左右烘焙1h。 2. 堆焊时边焊接边浇水激冷,焊后锤击、碾轧冲击。
为您推荐
-
堆焊高温高压 阀门密封面D547Mo铬镍阀门耐磨焊条 ¥38.00
-
-
Ni102纯镍基合金焊条 化工设备用镍基合金和双金属的焊接 ¥205.00
-
京雷ENiCrMo-3镍基合金焊条 用于镍铬钼合金复合钢焊接 ¥190.00
-
斯米克Ni102纯镍基焊条ENi-1 用于纯镍及覆镍钢板的焊接 ¥180.00
-
耐热钢气保实心焊丝ER80S-B2焊接锅炉蒸汽管道 ¥25.00
 在线问
在线问
产品参数
- 耐磨
- 否
- 河北
- 宏源
- D256
- 3.2/4.0
- D256
- 堆焊焊条
- 高锰钢
- 碱性焊条
- 3.2/4.0
- 350/400
- 110/160
- 90
- 350
- 320
- 推土机等受冲击易磨损件的堆焊
- 55