
 合金钢超声波熔接机模头35K钛合金超声波治具如何制作
¥1888.00
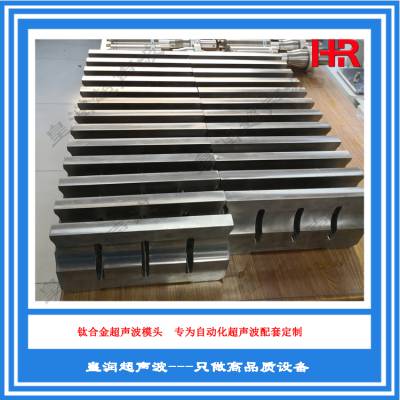
超声波模头 生产销售35K钛合金超声波模具 淮安超声波厂家
¥1000.00
TC4钛合金圆棒 超声波专用钛合金棒 医用纯钛棒 钛扁条
¥175.00
合金钢超声波熔接机模头35K钛合金超声波治具如何制作
¥1888.00
超声波模头 生产销售35K钛合金超声波模具 淮安超声波厂家
¥1000.00
TC4钛合金圆棒 超声波专用钛合金棒 医用纯钛棒 钛扁条
¥175.00
 合金钢超声波熔接机模头35K钛合金超声波治具如何制作
¥1888.00
超声波模头 生产销售35K钛合金超声波模具 淮安超声波厂家
¥1000.00
TC4钛合金圆棒 超声波专用钛合金棒 医用纯钛棒 钛扁条
¥175.00
合金钢超声波熔接机模头35K钛合金超声波治具如何制作
¥1888.00
超声波模头 生产销售35K钛合金超声波模具 淮安超声波厂家
¥1000.00
TC4钛合金圆棒 超声波专用钛合金棒 医用纯钛棒 钛扁条
¥175.00
上海皇润钛合金超声波模头 20K铝合金超声波焊头定制
根据市场需求常用的超声波焊接机是20Khz和15KHZ,主要有换能器、变幅杆和焊头组成,换能器将电能转换成机械能、然后变幅杆放大,通过与焊件几何形状匹配的焊头传递给焊件。 超声波瞬间发出的声音是人耳听不见的,超声波焊接机发出的声音是是一些谐振造成的,属于机械波,不容易消除,在焊接时,是机器焊头和塑胶件二次摩擦产生的次声波。 据可靠资料显示,该次声波分贝为90分贝-120分贝,已经明显超出类噪声级别70分贝阈值,不过声波产生时间短,持续时间短,对人耳造成的伤害不明显。但是长时间处于生产的人员必须带防噪音装置,如耳塞,耳套等,避免造成耳鸣头晕现象。 很多有条件的工厂定制隔音罩封闭超声波塑料焊接机,将设备隔离从而降低噪音.不仅仅可以保护操作人员不受噪音干扰,可以使整个车间的工作环境得到良好的改善。 为了防止超声波焊接机声音,在机器上建造隔声性能良好的小室,形成安静的小室,车间工作人员的听力得到保护,这种隔音设施叫做隔音罩。阻隔声源机器设备的噪声不致外传,从而使噪声降低到所规定的允许声级以下。
铜螺母超声波埋植工艺设计要求: 1、金属件能平稳地安放在塑料孔内.一般金属件做成斜形件,塑料孔做成台阶、直、或斜形。在塑料孔顶部的位置要比金属件的底大0.1-0.2mm。便于金属件的安放。***加工前金属件稳妥放置,并保持垂直。 2、安装孔的底部与底部塑料应有R≥0.2mm的加墙位或增加加墙筋,***安装孔的强度。 3、安装孔直径应比埋插金属件小,埋插过程中塑料的熔接量一定要大于至少等于金属边位固定纹路所需塑料量。另金属边固的纹路要够粗、够大,以***强度。 4、塑料孔底部应留下空余位1-3mm,用于熔融塑料的走位。 5、为***扭力和强度,安装孔壁的厚度必须不小于 1.5mm,或者大于2mm。 埋插过程中出现埋插件摆动的情况,可通过如下方式解决: ①减小超声波能量,即将振幅降低。 ②下降速度和压力减小。另外,埋插过程中,金属表面会有小部分擦伤痕迹。埋插过程中一般允许金属表面比塑料表面高0.1mm。所以埋插过程中支持面应是金属表面,所以金属件表面设计一个较大平面支撑以***垂直及平衡。 埋插的强度根据设计和塑料不同而有所不同。
 在线问
在线问
