
 四绳双瓣/四瓣/六瓣抓斗 3立方中型 抓煤灰淤泥碎石石子U50四绳抓斗 低价供应
¥13000.00
U110型四绳机械抓斗1.5立方中型 四绳派拿抓斗 电动单轨四绳抓斗 专业厂家
¥10000.00
四绳双瓣/四瓣/六瓣抓斗 3立方中型 抓煤灰淤泥碎石石子U50四绳抓斗 低价供应
¥13000.00
U110型四绳机械抓斗1.5立方中型 四绳派拿抓斗 电动单轨四绳抓斗 专业厂家
¥10000.00
 四绳双瓣/四瓣/六瓣抓斗 3立方中型 抓煤灰淤泥碎石石子U50四绳抓斗 低价供应
¥13000.00
U110型四绳机械抓斗1.5立方中型 四绳派拿抓斗 电动单轨四绳抓斗 专业厂家
¥10000.00
四绳双瓣/四瓣/六瓣抓斗 3立方中型 抓煤灰淤泥碎石石子U50四绳抓斗 低价供应
¥13000.00
U110型四绳机械抓斗1.5立方中型 四绳派拿抓斗 电动单轨四绳抓斗 专业厂家
¥10000.00
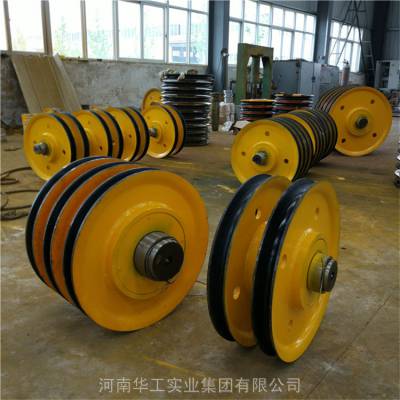
滑轮组是吊钩组配合工作的固定滑轮,固定于结构上,由若干个定滑轮和动滑轮组合而成,它既可以省力又可以改变力作用方向。
滑轮组无特殊要求情况下材质为HT200,是由若干个定滑轮匹配而成,用以支持钢丝绳,并能改变钢丝绳的走向,平衡钢丝绳分支的拉力,组成滑轮组,达到省力或增速的目的。
铸造滑轮的流程:
首先根据客户提供的尺寸做泡沫模型;
做好模型后涂有专用的消失模专用图料;
涂好涂料后放置凉干进行下步铸造;
铸造成功后要上车床进行车销加工;
车销的成品后为产品进行喷漆。
使用方法:
滑轮组大多装在滚动轴承上,凹槽上缠绕钢丝绳,滚动轴承带动滑轮组的转动,从而带动钢丝绳的伸长或缩短,进而完成货物的转运。
注意事项:
为了减少作用于钢丝绳上的约束力,新滑轮上的绳槽直径比新钢丝绳直径要略大一些。起重机上的滑轮不管是由何种材料制成都要被磨损。滑轮磨损的不同形式与使用状况有关,使用越频繁,磨损越严重。由于滑轮的状况对于钢丝绳的整个使用寿命都有很大的影响,因此应该对滑轮进行定期检查。
铸钢材质和轧制材质滑轮的区别:
金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
铸件的力学性能低于同材质的锻件力学性能。此外,锻造加工能***金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可***零件具有良好的力学性能与长的使用寿命采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的。
1、相同一个零件,如果即可使用轧制料也可使铸造毛坯,那么它们应不是同一牌号材料,轧制料和铸造用钢不是同一个标准,故没有可比性。一般来讲,能采用轧制件还是采用轧制件,它内部缺陷少,安全系数较高。铸件应选用要求达到的机械性能的材料,但缺陷多,安全系数较差
2、轧制件性能要比铸件好一些,因为轧制的毛坯经过轧制后,机械性能提高,铸造毛坯件其组织性能相对差点,但不是所有的零件多能轧制的,很多材料只能采用铸件,很多结构也只能采用铸件。
3、同样的材质、同样的零件,铸造件内部组织不如轧制件致密,性能稍逊。铸造范围广,轧制局限性大。
5t铸钢滑轮组、5t轧制滑轮组(滑轮片规格¢300/¢250/45)
10t铸钢滑轮组、10t轧制滑轮组(滑轮片规格¢450/¢400)
16t铸钢滑轮组、16t轧制滑轮组(滑轮片规格¢565/¢500/¢180/90)
20t铸钢滑轮组、20t轧制滑轮组(滑轮片规格¢565/¢500/¢180/90)
32t铸钢滑轮组、32t轧制滑轮组(滑轮片规格¢685/¢610/¢230/102)
50t铸钢滑轮组、50t轧制滑轮组(滑轮片规格¢785/¢710/¢230/102)
80t铸钢滑轮组、80t轧制滑轮组 (滑轮片规格¢785/¢710/¢230/102)
100t铸钢滑轮组、100t轧制滑轮组(滑轮片规格¢920/¢800/¢270/115)
非标规格可来图定做!
热轧滑轮工艺
滑轮制造工艺流程
一.选材:
滑轮板采用Q345号钢;内圈采用20号钢锻打件。
二.流程
1.下料:使用仿形割刀,割滑轮片外圆、内孔以及工艺孔。
2.车板:上车床车外圆、内孔以及内孔倒角。
3.整板:在进板材时,对板材的平整度控制,下料后仍需对滑轮片进行平整,以确保轧制的精准度。
4.轧制:按照图纸要求进行热轧。
5.焊接:采用50-6气体保护焊丝进行焊接。
6.粗加工:外圆内孔放余量。
7.抛丸:对滑轮外表进行抛丸处理,且去除绳槽内热轧时生成的氧化层(以便淬火处理时,达到更好的效果)。
8.高频淬火:对滑轮绳槽内进行高频淬火处理,使绳槽表面硬度达到技术要求(HB280-HB320)。
9.精加工:按图纸要求精加工到位。
10.产品自检:按标准要求进行自检,出自检报告。
11.油漆:底漆+面漆。
三.出厂
提供产品合格证以及自检报告。
河南华工实业集团有限公司位于长垣县南蒲工业园区,济东、大广、阿深三条高速在这里形成交汇,厂区距新郑国际机场130kM。紧靠宏力大道和起重园区与大广高速连接线、东侧毗邻河南省起重工业园区,优越的区位优势就是广阔的发展空间。
华工起重是起重机械配件和附件领域的专业制造商、服务商,产品范围覆盖起重机用抓斗、电动葫芦、车轮组、联轴器、吊钩组、卷筒组、滑轮组、制动轮等,及各种非标产品的设计与制造。我公司拥有完整、科学的质量管理体系,通过了***国际质量体系、14001环境管理体系和OHSASI职业健康安全管理体系认证。
河南华工实业集团有限公司的诚信、实力和产品质量获得***的认可。
欢迎各界朋友莅临参观指导和业务洽谈!
 在线问
在线问
