何经理 13370287048
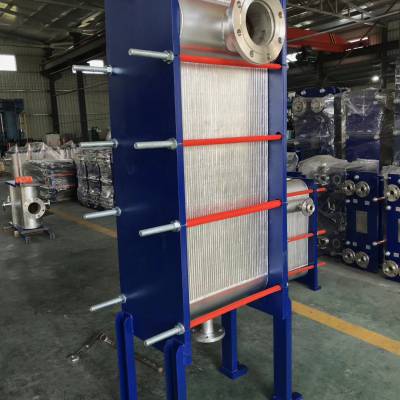
全焊型板式换热器。全焊接型板式换热器是集列管式管热器耐较高温度和较高压力与可拆板式换热器传热效***的优点于一体。具有重量轻、传热系数高。阻力小、不易结垢,适应性大等优点。另外全焊接型板式换热器是一种宽流道的板式换热器。它适用于温差小留置大的工艺需求,并适应对带有微粒浮体物和粘度较高的流体。换热器主要由板片、端片、进出口管箱和封头等组成。板片束有相邻两板片以180度交角交替排列井对台焊接组成流道,流体通过进出口法兰以逆流形式在板片中流动,由于板片上的曲折波纹,使流体在通道中不断地转向形成湍流从而大大提高了传热效率。
特点:
1、结构紧凑、占地面积小、换热效***、承压能力高(可达4.0Mpa)、耐高温(温可达250~300℃)、运行可靠。?
2、传热效***:换热器中介质的热交换是通过板束来实现的,组成板束的板片由专用模具压制成型,结构形式类似普通可拆式板式换热器,具有传热效***,流量大,流体压降小,散热损失少等优点。
3、灵活方便:用一套模具可压制不同长度的板片,组成不同规格板束,形成同宽度产品系列,规格型号多,选择余地大,能更好的满足工况需求。?
4、适用范围广:板束及压紧板全部采用了焊接结构,能为在温度≤300℃,压力≤4.0Mpa或工作介质对密封垫片有腐蚀的场合以及易燃、易爆、有毒介质和环境要求安全性很高的生产工艺中汽体的冷凝、液体介质的冷却、升温、蒸发等工况条件下安全平稳运行。因此,既具备可拆式板式换热器的优点,又具备适用高温,高压的特点。
设计参数:
流量范围:1-2000?m3/h?工作压力:真空-0.1MPa?使用温度:-195-300°C
接口尺寸:1"-DN500?焊接、法兰、螺纹等连接形式
耐腐蚀性能:无橡胶垫片的焊接密封,多种金属及合金材质的选择,具有耐腐蚀性能,***的使用寿命。
全焊接板式换热器的应用领域
原油、天然气净化处理和化工产品;化学工业;制药和特定的化学制品;喷射控制系统;?暖通制冷、区域供热、热电厂;食品工艺;冷却塔热的回收。
全焊接板式换热器的板片生产利用了板片成型自动化生产线。利用接刀、定位与找正技术,采用整板分次连续压制成型,其板片形式主要有水平平直波纹板片、窝形波纹板片、或平板板片等。通过改变换热板片的长度和叠加厚度来实现结构的变换。
???单个板片两两正反通过翼边组焊成一束,板片四周交错焊接,这种独特的结构可以使传热板片通过翼边焊接形成另***体的通道。因此多个板束通过焊接联系起来就形成了2个流体通道,即板间流道和管间流道组成了全焊接板式换热器的芯体结构。
全焊接板式换热器的连接板的设计
众所周知钢板越薄,传热效果就越好,但是钢板太薄会给制造加工带来很大的困难,尤其是在焊接时,薄板的对接焊缝易烧穿,无法成型。在全焊接板式换热器当中就存在这样的问题。
???在全焊接板式换热器中由于管侧端板为δ=20mm的0Cr18Ni9的钢板,而换热器板片的板厚仅为0.4~1.0mm,因此管侧端板母材焊接加热温度达到熔化点时,传热板片已熔化掉了一大片,根本无法进行焊接。如果将传热板片的板厚加厚(如改为1.2mm以上),则不存在上述困难,但是为了获得良好的传热效果,决定不改变板厚,而是在管侧端板和板束之间加焊了1层δ=3~4mm的连接板解决了上述问题,具体实施方法:按板束翼端连接处实际形状制造1块δ=3~4mm的连接板,如图3所示。先将连接板与板束端部吻合部分用脉冲氩弧焊进行单面焊双面成形,并做煤油渗漏试验,以不渗漏为合格,然后用手弧焊直接将连接板搭焊于管侧端板之上,***再将板侧端板焊接于管侧端板上。接下来就是将管侧端板和板侧端板分别与管侧壳体和板侧壳体相焊接形成全焊接板式换热器的外壳。
全焊接板式换热器的焊接工艺
全焊接板式换热器是将全部板片通过焊接联系起来,取代了传统板式换热器中的橡胶密封垫片,防止了在高温下垫片变形失效而造成介质的泄漏。因此焊接工艺在全焊接板式换热器当中是重点也是难点。
焊接δ<1.0mm的不锈钢薄板时,按常规可选用气焊、氩弧焊以及微束等离子焊等方法。其中气焊成本低,但由它焊出的焊缝,因耐腐蚀性能差而很难满足石化生产的要求,仅适用于无腐蚀的场合。微束等离子焊质量优良,完全能满足工艺要求,但成本高,操作调整也比较复杂。氩弧焊不仅焊接质量良好,而且成本相对较低,是焊接超薄不锈钢板的理想焊接方法。因此选用了氩弧焊。
在板片两两正反通过翼边焊接时,因不锈钢薄板散热慢,温度高,易发生氧化。因此在焊接的同时在背面焊缝处要设置氩气凹槽保护装置,通人少量氩气,大大提高了保护效果,避免了焊缝背后严重的氧化现象,使焊缝正反两面均呈现金黄色,即实现了单面焊双面成形。
在全焊接板式换热器的芯体焊接时,采用了全自动芯体氩弧焊。如焊接速度太快,气体保护效果不好,焊缝金属容易被氧化;焊接速度太慢,又可能出现咬边烧穿等缺陷。因此在焊接过程中,电弧要短,焊速要保持均匀,使上下板能很好熔合。熄弧时应填加少许焊丝,使弧坑填满,可以避免弧坑开裂。
在板束和连接板的焊接工艺中采用了脉冲氩弧焊焊接。因为板束角焊缝和管侧端板直接焊无法熔合,如果改为搭接焊,焊枪无法伸入根部,根部焊不牢,密封就成了问题。而使用连接板时,连接板与板束变为了对接焊缝,从而***解决了角焊缝熔合不上的难题。?????由于采用了合理的焊接顺序及合理的焊接工艺,使焊接变形不明显。虽有局部小范围起包,经锤击矫正均可达到质量要求。锤击矫正禁止使用碳钢螂头锤击,要采用木锤。
全焊接板式换热器的板型结构设计合理,使传热与流体阻力特性匹配合理,故传热效***、压降低、综合性能较佳,消除了管壳式换热器和可拆卸板式换热器存在的死区现象。采用周边组焊的板束形式,取消了密封垫片,故耐热、耐压性能优于可拆卸板式换热器。板片系模块化结构,可根据不同的工艺要求改变流程形式和流道面积的大小。
全焊接板式换热器是集板式换热器和管壳式换热器优点于一身的***高效换热设备,适用于传热效***、结构紧凑和压降小的气-气、气-液及液-液换热场合,是一些特殊热交换工艺中替代管壳式换热器的最理想设备。