- 商品
- 详情



丝杠车削的基本方法
车台阶外圆车削的步骤和方法
相邻两圆柱体直径差值小于2mm的低台阶可采用90?偏刀一次进给车出。直径差大于2mm的高台阶宜用两把车刀分几次车削,先用一把主偏角小于90?的车刀粗车,用几次进给来完成。台阶长度的控制,一般用车刀刻线痕来确定。具体有三种方法:一种是用刀尖对准台阶端面时,记住该处大拖板的刻度值(或将刻度调到“0”,再转动大拖板手柄将车刀移到所需长度处,开车用车刀划线痕。另外两种方法是用钢尺或深度卡尺量出待车台阶长度,再将车刀尖移至该处,撤走钢尺或深度卡尺,开车用刀尖划痕。对于批量生产的长度控制可以用样板或行程挡块来控制。
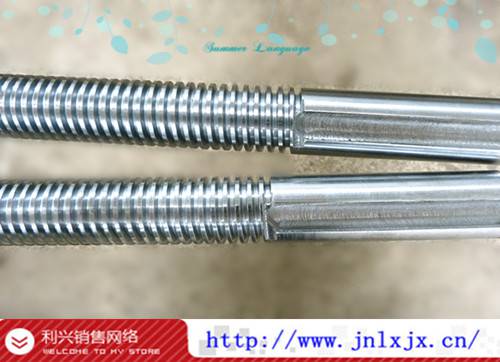
梯形丝杠编号方式:Tr40*06L1000-8 其中,r为梯形丝杠,40为公称直径,不锈钢梯形丝杆图纸要求,06为螺距,L为螺距旋向,左旋为“L”,右旋为“R",1000为长度,单位是mmT,8为精度等级。公司拥有各种规格的精密丝杠专用车床,产品精加工在恒温条件下进行,能生产标准,特殊齿形等类型丝杠,丝杆,完全具备专业生产水平。欢迎来图样加工。
40Cr 钢丝杠的调质处理 Cr 能增加钢的淬透性,提高钢的强度和回火稳定性,具有优良的机械性能。 截面尺寸大或重要的调质工件,应采用 Cr 钢。但 Cr 钢有***类回火脆性。 40Cr 工件调质的淬回火,不锈钢梯形丝杆加工能力,各种参数工艺卡片都有规定,我们在实际操作中体 会是:
(一)40Cr 丝杠工件淬火后应采用油冷,40Cr 钢丝杠的淬透性较好,在油中冷却能淬 硬,而且工件的变形、开裂倾向小。但是小型企业在供油紧张的情况下,对形状 不复杂的工件,可以在水中淬火,并未发现开裂,只是操作者要凭经验严格掌握 入水、出水的温度。
(二)40Cr 丝杠工件调质后硬度仍然偏高,***次回火温度就要增加 20~50℃, 不然,硬度降低困难。
(三)40Cr 丝杠工件高温回火后,形状复杂的在油中冷却,简单的在水中冷却, 目的是避免***类回火脆性的影响。回火快冷后的工件,必要时再施以消除应力 处理。 影响调质工件的质量,操作工的水平是个重要因素,同时,还有设备、材料和调 质前加工等多方面的原因,我们认为:
(一)工件从加热炉转移到冷却槽速度缓慢,工件入水的温度已降到低于 Ar 3 临界点,产生部分分解,工件得到不完全淬火组织,达不到硬度要求。所以小 零件冷却液要讲究速度,大工件予冷要掌握时间。
(二)工件装炉量要合理,以 1~2 层为宜,工件相互重叠造成加热不均匀, 导致硬度不匀。
(三)工件入水排列应保持一定距离,过密使工件近处蒸气膜破裂受阻,造 成工件接近面硬度偏低。
(四)开炉淬火,不能一口气淬完,应视炉温下降程度,中途闭炉重新升温, 以便前后工件淬后硬度一致。
(五)要注意冷却液的温度,10%盐水的温度如高于 60℃,不能使用。冷却 液不能有油污、泥浆等杂质,不然,会出现硬度不足或不均匀现象。
(六)未经加工毛坯调质,不锈钢梯形丝杆传动效率,硬度不会均匀,如要得到好的调质质量,毛坯应 粗车,棒料要锻打。
(七)严把质量关,淬火后硬度偏低 1~3 个单位,可以调整回火温度来达到 硬度要求。但淬火后工件硬度过低,有的甚至只有 HRC25~35,必须重新淬火, 绝不能只施以中温或低温回火以达到图纸要求完事,不然,失去了调质的意义, 并有可能产生严重的后果。
不锈钢梯形丝杆加工能力-丝杆-利兴机械由济宁利兴精密机械制造有限公司提供。济宁利兴精密机械制造有限公司()是一家从事“直线导轨,大型丝杠,梯形丝杠,螺母,光杠,主轴,花键轴”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“济宁利兴精密机械制造有限公司”品牌拥有良***。我们坚持“服务至上,用户至上”的原则,使利兴机械在机械加工中赢得了众的客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!
 在线问
在线问