
 承接各种三轮一体底板成型设备DH60-323码垛效率高
¥1040000.00
供应摩托车三轮一体底板成型设备DH60-36
¥890000.00
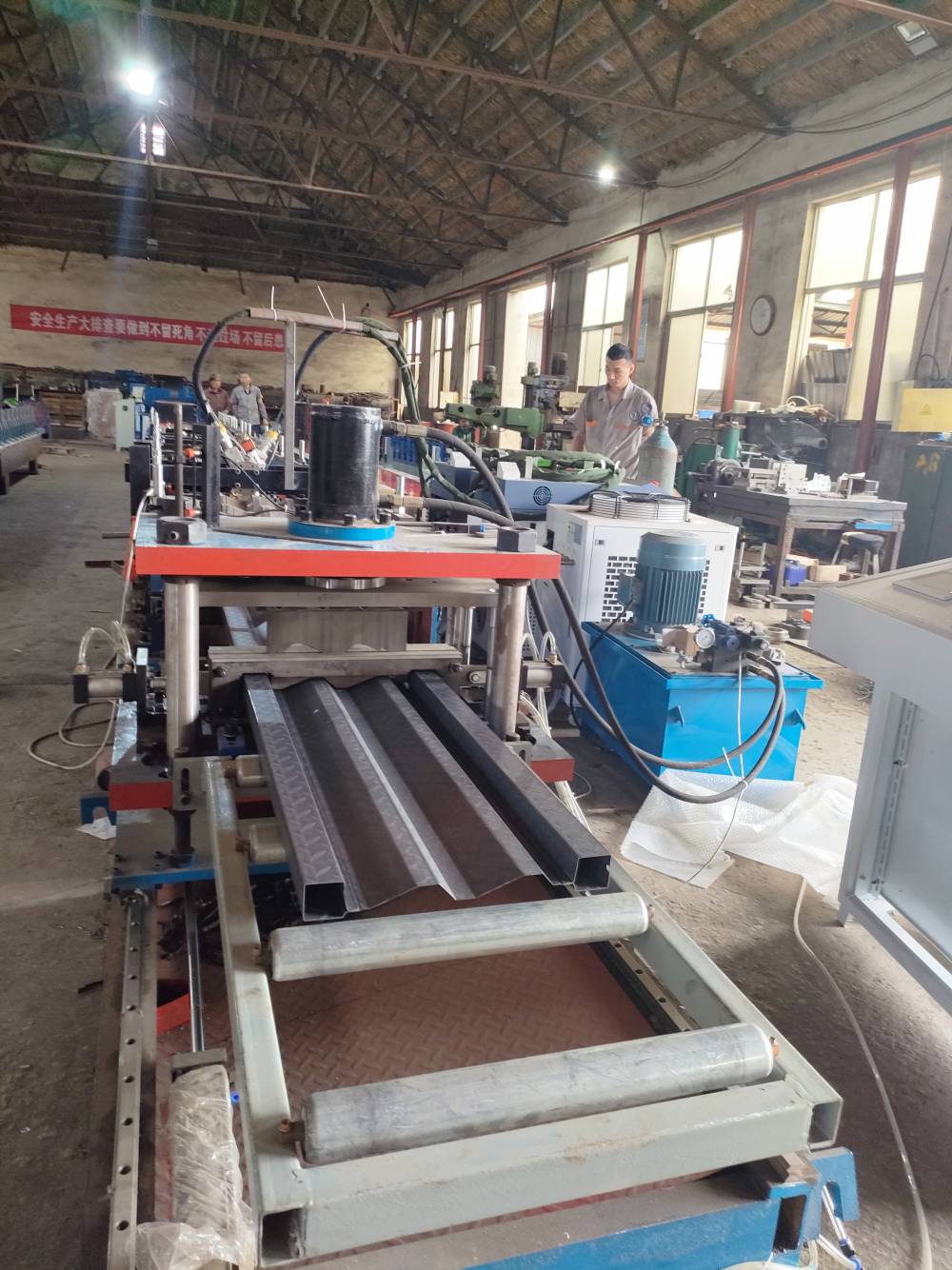
承接汽车三轮车厢板边板一次成型设备DH30-31激光焊接
¥550000.00
供应汽车大梁边梁纵梁成型设备DH30-26高强钢6-10mm
¥890000.00
承接各种规格电缆桥架成型机QJ800-33全自动一次成型
¥610000.00
承接桥架系列设备桥架配件设备QJ800-35
¥320000.00
承接各种三轮一体底板成型设备DH60-323码垛效率高
¥1040000.00
供应摩托车三轮一体底板成型设备DH60-36
¥890000.00
承接汽车三轮车厢板边板一次成型设备DH30-31激光焊接
¥550000.00
供应汽车大梁边梁纵梁成型设备DH30-26高强钢6-10mm
¥890000.00
承接各种规格电缆桥架成型机QJ800-33全自动一次成型
¥610000.00
承接桥架系列设备桥架配件设备QJ800-35
¥320000.00