金属粉末冶金压制成型模具制造
¥1650.00
厂家供应钨钢打磨头硬质合金旋转锉G型弧形尖头
¥18.06
金属粉末冶金压制成型模具制造
¥1650.00
厂家供应钨钢打磨头硬质合金旋转锉G型弧形尖头
¥18.06
 金属粉末冶金压制成型模具制造
¥1650.00
厂家供应钨钢打磨头硬质合金旋转锉G型弧形尖头
¥18.06
金属粉末冶金压制成型模具制造
¥1650.00
厂家供应钨钢打磨头硬质合金旋转锉G型弧形尖头
¥18.06
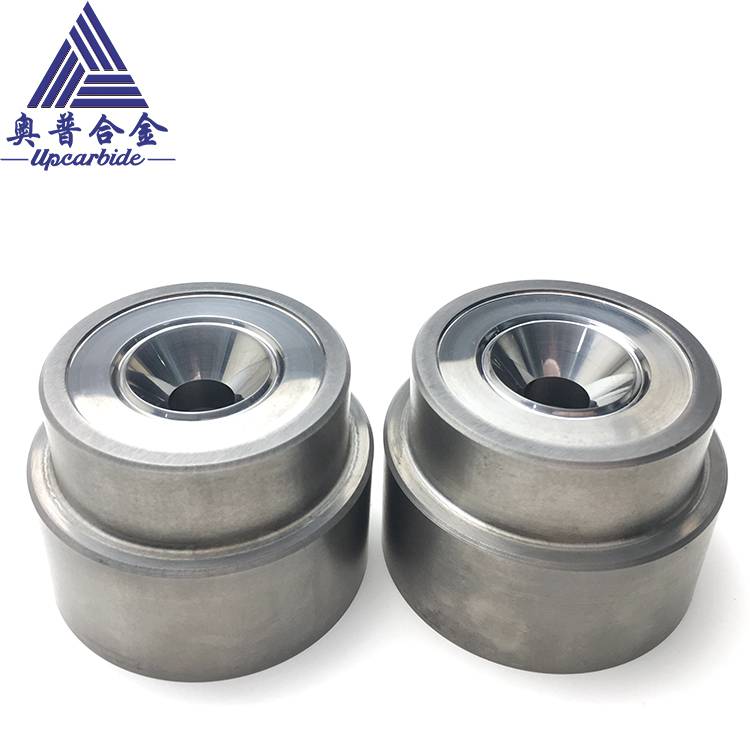
硬质合金拉丝模
硬质合金拉丝模(钨钢模)采用优质硬质合金作模芯,具有硬度高,导热性好,摩擦系数小。硬质合金拉丝模制作简单、抗腐蚀、抗冲击力强,价格低廉是本产品的***特点,适用于黑色金属、大尺寸线材的拉制,以及拉丝条件较差的场合使用。
硬质合金拉丝模在使用时通常要注意,设备选择,线材材料的预处理,选择合适润滑剂,异常处理,老化及时更换等五点注意事项;
1.设备选择:根据你要拉拔的材料及拉丝设备,合理配比各道拉丝模的压缩率,从而确定各道拉丝模的工作区的角度。(就是选用什么型号的拉丝模)
2.拉丝材料的预处理:如清洗、除锈、退火、磷化等,***材料的清洁。
3.拉丝粉,油选择:选用优质适用的拉丝粉(润滑剂、油),做好拉丝模的冷却工作。
4.模具异常及时处理:拉丝时如出现模具开裂、炸模、粘模、划丝、缩径、断丝、温度过高、模具发黑、不耐磨等使用问题请及时与专业技术人员联系。
5.老化拉丝模的及时更换:拉丝模达到使用寿命时,请及时换下拉丝模进行修模处理,以免过渡使用拉丝模造成拉丝材料报废。
牌号选择
硬质合金拉丝模具广泛用于拉丝。 拉丝是一个制造过程,用于通过使用一系列的拉伸板或模具,以减少或改变金属丝的横截面。
牌号 | 密度 g/cm³ | 强度 MPa | 硬度 HRA | 应用 |
YG6X | 14.95 | 1800 | 91.5 | 适合制作拉拔内孔小于¢6.00mm 拉丝模。 |
YG6 | 14.95 | 1900 | 90.5 | 用于制作拉拔内孔小于¢20.00mm的有色金属圆棒及内孔小于¢10.00mm的管材的拉模。 |
YG8 | 14.8 | 2200 | 89.5 | 用于制作拉制钢材及有色金属圆棒及管材的拉丝模。 |
YG10 | 14.5 | 2400 | 88.5 | |
YG15 | 14 | 2800 | 87 | 用于制作拉制高收缩率的钢棒及管材。 |
制作过程
硬质合金拉丝模模坯、模套的加工及模芯装镶过程中应注意的要点;制造的主要四个步骤:1.模坯的加工;2.装镶的过盈量;3.拉丝模模套加工;4.装镶工艺。
模坯加工
硬质合金拉丝模模芯在烧结过程中会产生收缩现象,不同批号因成分、压制和烧结工艺有差别,收缩量也有较大差别;模坯各部位因收缩量不同,往往形成“马鞍”或“喇叭口”形。模坯外形尺寸的波动,虽然符合模坯标准,但远远超过模套装镶时过盈量要求,造成装镶时模芯承受预应力严重不均,模具使用寿命大幅降低,因此,模坯必须进行外圆研磨,需要在磨床上采用***卡具,用金刚石砂轮研磨。
装镶的过盈量
装镶时为使模芯获得一定的预应力,模套内孔直径要小于模芯外径,两者之差称为过盈量。过盈量要根据模芯尺寸及偏差,拉拔应力和镶套方法来确定。模套装镶有热压法和冷压法两种,冷压法过盈量小,获得的预加压应力也小,多用于制造规格较小,拉拔软金属用的拉丝模。
模套加工
模套采用车床车削加工成形,加工中控制要点如下:
(I)模套内径粗糙度必须达到0.80一I.6 m,有利于与模套紧密配合;
(2)模套内径要与模坯外径一一对应,以***每块模具过盈量准确;
(3)模套内孔底面与模具外端必须平行,并***装套后与模孔中心线垂直;
(4)模套内孔的椭圆度应尽可能小,不应大于0.02 mm。热装时模套外表面应车光、***装镶后均匀冷却。
装镶工艺
冷压法装镶工艺是在室温下将模坯用压力机压入模套内。冷压法要求过盈量准确,对模芯和模套的尺寸精度要求高,优点是不需要加热设备,节省能源,降低成本。
 在线问
在线问