重庆鹏乾商贸有限公司主要经营螺旋钢管、防腐螺旋钢管、Q235B防腐螺旋钢管 重庆防腐钢管、重庆防腐螺旋钢管厂家、重庆防腐螺旋钢管内防腐 螺旋钢管防腐工艺流程 埋地螺旋钢管防腐做法 螺旋钢管除锈防腐施工方案 镀锌螺旋钢管埋地防腐 镀锌螺旋钢管埋地要防腐吗 水泥砂浆衬里防腐螺旋钢管
重庆防腐螺旋钢管用途:其适用于煤矿井下供排水、井下喷浆、正负压通风、抽放瓦斯、消防洒水等管网。热电厂工艺用水废渣、回水输送管道。对于防喷淋、洒水系统的给水管路具有***的适用性。电力、通讯、高速公路等电缆保护套管。适用高层建筑给水、热网供热、自来水工程、燃气输送、埋地输水等管道。石油输送管道、化工制药、印染等行业输送腐蚀性介质的工艺管道。污水处理排放管、污水管以及生物池防腐工程。农业灌溉用管、深井管、排水管等网路等等用途
一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊螺旋钢管。
桩用螺旋焊缝螺旋钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用螺旋钢管。
承压流体输送用螺旋缝埋弧焊螺旋钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝螺旋钢管。螺旋钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用***。螺旋钢管口径大,输送效***,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
重庆鹏乾商贸有限公司凭借***的螺旋钢管生产设备,高素质的技术人才,严格的检测手段,和不断的完善创新理念,一直走在国内同行的***。我公司经营宗旨:“诚信兴业,合作共赢”。2009年我公司产品在市场上的销量连创新高,产品质量和公司信誉得到国内外用户的一致好评。公司主导产品“江泉”牌,直径219-3520mm,壁厚6-20mm,螺旋钢管。直径57-820mm壁厚3.5-25mm直缝钢管,及可生产各种材质的高、中、低压的弯头、法兰、三通四通、封头、防水套管、波纹补偿器等管道配件,也可根据客户要求生产定做防腐钢管,疏浚钢管,及法兰的焊接。公司产品严格执行 GB/9711.1 GB/9711.2 SY/T5037 GB/T8162 GB/T8163 等标准,本产品广泛用于城市集中供热,供水,污水处理,石油,天然气,煤气输送,中,低压流体输送管道用钢管。
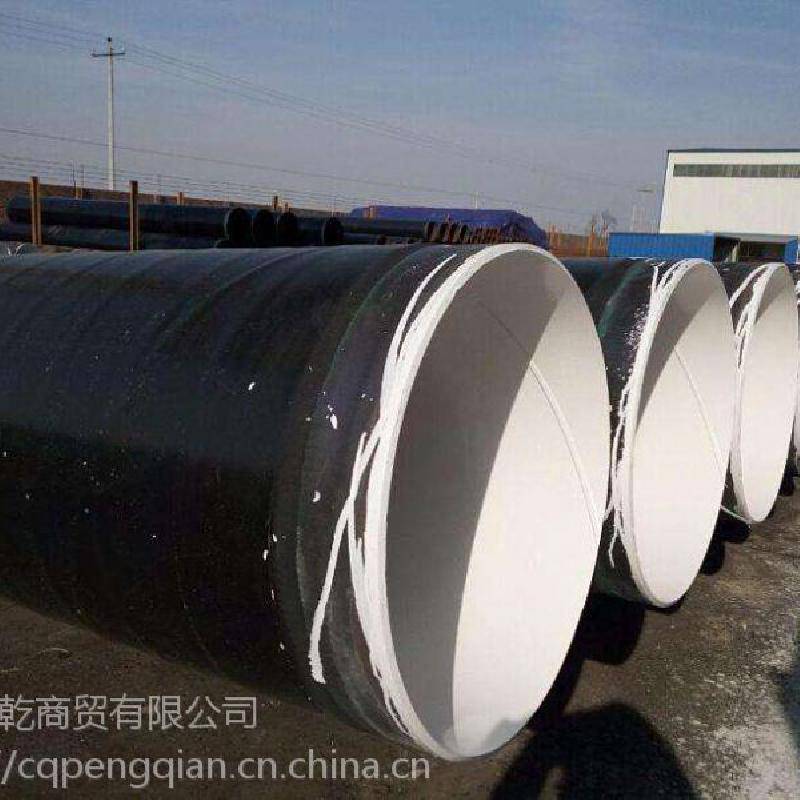
重庆鹏乾商贸有限公司投资兴建防腐保温厂是西南地区专业加工生产石油天然气专用3PE防腐钢管、消防给水内外涂塑钢管、聚氨酯保温钢管的大型企业之一,公司现拥有国际***水平3PE(三层聚乙烯涂层)防腐生产线和聚氨酯保温管道生产线,专业生产3PE/2PE防腐钢管、聚氨酯保温钢管,规格219mm-1820mm,消防给水内外涂塑复合钢管,用于输油管道、天然气管道、集中供热管道、城市供水管网。执行标准:DIN30670/DIN30671、SY/T0413-2002、SY/T0315-97、GB/T23257-2009,CJ/T120-2008,可承接钢管外壁环氧煤沥青(一布两油、二布三油、三布四油、三布五油等)钢管防腐,钢管内壁IPN8710***饮用水管道专用防腐及水泥砂浆衬里防腐(提供涉水卫生许可证明)。
重庆鹏乾商贸有限公司通过了ISO9001国际质量管理体系认证,2009年7月通过了美国石油学会APL SPEC 5L 标准。取得了中华人民共和国特种设备制造许可和自营进出口证,并多次受到省,市,等有关部门的表彰和奖励,我们秉持务实,创新的天元精神,力创业内。期待与广大用户共享辉煌未来!

重庆小口径加强级3pe防腐钢管直缝焊接钢管的概念:
日常我们把直缝焊接钢管也叫直缝焊管,它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。然后专用焊机接着将一条管缝焊接。外焊缝打磨光亮。一般的焊管的内毛刺不打的。只有精密焊管才打内毛刺。
直缝焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行全面的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。
重庆小口径加强级3pe防腐钢管;小口径加强级3pe防腐钢管直缝焊接钢管的机械扩径工艺:
直缝焊接钢管的机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段
1.初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。
2.名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。
3.弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。
4.保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。
5.卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块最小收缩直径。
重庆小口径加强级3pe防腐钢管;小口径加强级3pe防腐钢管直缝焊接钢管的焊缝处理
直缝焊接钢管是将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接工艺举例:
现以焊制φ32×2mm 直缝焊管为例,简述其工艺参数:
带钢规格:2×98mm 带宽按中径展开加少量成型余量
钢材材质:Q235A
输入 励磁电压:150V 励磁电流:1.5A 频率:50Hz
输出 直流电压:11.5kV 直流电流:4A 频率:120000Hz
焊接速度:50米/分钟