- 商品
- 详情
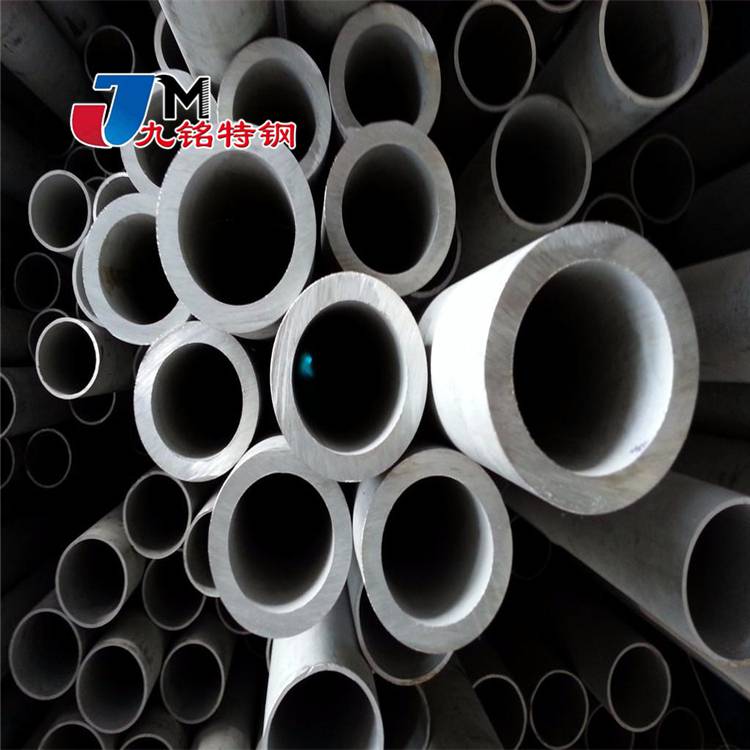
N10665无缝管 九铭 哈氏合金 N10665钢管 N10665耐蚀合金管
- ¥220.00 10 - 999千克
- ¥219.00 ≥1000千克
- 九铭特殊钢产品特性
- 镍棒材种类
- N10665材质


HastelloyB-3
对应牌号: N10675 2.4600
Hastelloy B-2 (GB:NS322) 物理性能:
Hastelloy B-2化学成分:
镍Ni | 铬Cr | 铁Fe | 碳C | 锰Mn | 硅Si | 铜Cu | 钼Mo | 钴Co | 磷P | 硫S | |
小值 | 余量 | 0.4 | 1.6 | 26.0 | |||||||
大值 | 0.7 | 2.0 | 0.01 | 1.0 | 0.08 | 0.5 | 30.0 | 1.0 | 0.02 | 0.01 |
密度: 9.22g/cm3 熔点: 1370 °C
弹性模量: 217 kN/mm2 电阻率: 137 µOhmcm
硬度:HRC40 热膨胀系数( 20 - 100°C): 11.2 μ m/m °C
工作温度约量: -200 至 +400°C
主要特征:耐强还原介质腐蚀,改善抗晶间腐蚀性。
用途举例:酸及中等浓度硫酸环境(特别是高温下)的装置。
品种规格:锻件、棒材、板材、带材、环件、丝材、螺栓、弹簧等协商供应,可根据客户要求生产
工艺性能与要求:
1、应尽量快速加热至要求的温度。热加工温度范围1160℃~900℃。
2、晶粒度平均尺寸与锻件的变形程度、终锻温度密切相关。
3、表面氧化物、氧化色和焊缝周围的焊渣的附着性比不锈钢强,推荐使用细晶砂带或细晶砂轮进行打磨。
4、应在退火之后进行机加工,由于材料的加工硬化率较高,因此宜采用比加工低合金标准奥氏体不锈钢低的切削速度和重进刀进行加工,才能切入冷作硬化的表层下面。
机加工:
应在退火之后进行机加工,由于材料的加工硬化率较高,因此宜采用比加工低合金标准奥氏体不锈钢低的切削速度和重进刀进行加工,才能切入冷作硬化的表层下面。
焊接:
能采用钨电极保护气体焊(GTAW/TIG)或者在特定环境下采用气体保护电弧焊(SMAW/MMA)。
待焊接的材料应为退火态,去除氧化皮、油污和各种标记印痕,焊缝两边母材的宽约25mm 的区域必须打磨至光亮金属。
的热导率低于钢铁,采用单V-型焊接接口时,角度应为70 °,并采用低热量输入,层间温度不超过120℃。
氧化色可以在焊缝还热的时候刷除。
有些应用中需要焊后热处理来消除残余应力,提高抗应力腐蚀开裂性能。
为得到 佳的耐蚀性能,推荐采用氩弧焊,即钨电极惰性气体保护焊GTAW。

 在线问
在线问
- 九铭特殊钢
- 镍棒材
- N10665
- 江苏
- 齐全
- 工业和航空 工业炉部件 石油化学
- 九铭特钢
- 电议为准
- 非标定制
- 按图加工
- 现货
- 汽运