- 商品
- 详情



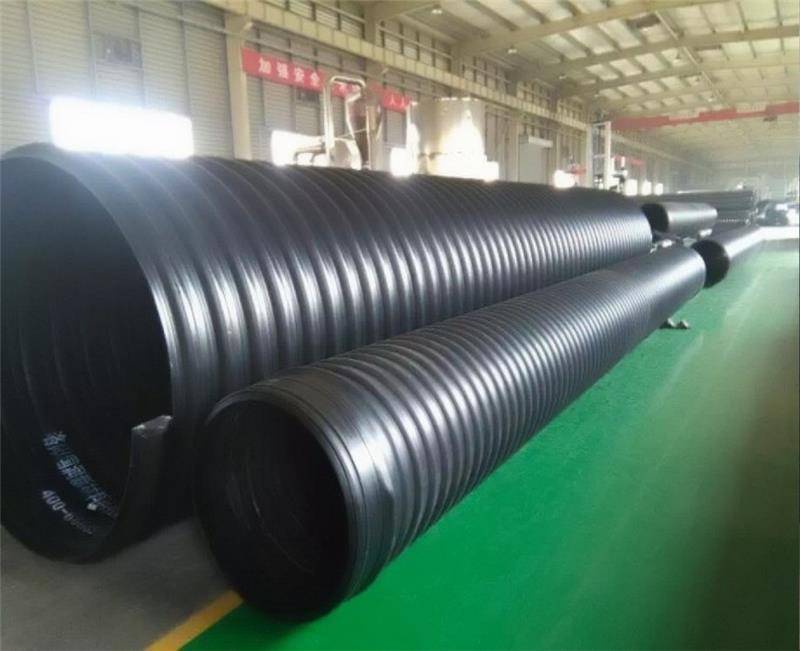
金属增强成败的关键是要***钢塑粘接牢固。这要求钢能牢固地粘接在塑料上,任意两层之间的分离都是不允许的。为获得好的结合性能,我们在管道的开发过程中做了大量的研究和试验。现在的工艺是在钢带外预涂特殊的树脂做为钢与塑料的中间层。另外,工艺温度,压力和冷却时间都要严格控制,钢塑各层都是在合适的温度下完善地熔接。 实现金属增强的另一个要点是要保护好容易被腐蚀的金属层。在管的结构设计中钢肋是被内外聚乙烯覆盖的。接触被输送液体和周围土壤及地下水的内外表面都是有厚度的聚乙烯层。因此金属增强缠绕结构壁管的耐腐蚀和耐磨损性能是有***的。
热收缩管(带)连接是通过对热收缩管(带)进行火焰加热,使其收缩,而后其内表面的热熔胶与管材外表面粘接成一体。热收缩管(带)冷却固化后即可形成恒定的包紧力。采用此种连接方式时,应与内(或)外热熔挤出焊接组合使用。如果内侧不焊接,应采取加堵塞等方法防止雨污水进入波形钢肋的空腔,以避免腐蚀钢肋。由此可见,这种连接也是建立在热熔挤出焊接基础上,而不是单独进行的。若单用热收缩管(带)连接方法连接可行,其优点还是比较多的,比如连接比较容易;施工工具简单(只需火焰喷);虽然用于制作热收缩管(带)的电子设备成本较高,但其材料成本还是可以接受的。
热熔挤出焊接的施工要点:1,在焊接前先检查待焊接管材两端面是否切平整(如端口不平。应进行修整)。将待焊面控制在管材波谷居中位置,大口径钢带增强螺旋波纹管销售,两被焊管材调整到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3mm间隙,以便于焊接(但是大缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。修切工作可以从管外或管内(口径800mm以上的管道)进行。焊接区域必须***清洁干燥。不得有尘土和其他杂志存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。
栖霞大口径钢带增强螺旋波纹管销售规格尺寸「多图」由徐州京通建材有限公司提供。徐州京通建材有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。京通建材——您可信赖的朋友,公司地址:江苏省邳州市建设北路五杨红绿东南京通建材,联系人:窦总。
 在线问
在线问