
 齿形钢格板安装夹类型有哪几种-防滑板钢格板如何安装
¥90.00
齿形钢格板安装夹类型有哪几种-防滑板钢格板如何安装
¥90.00
- 商品
- 详情
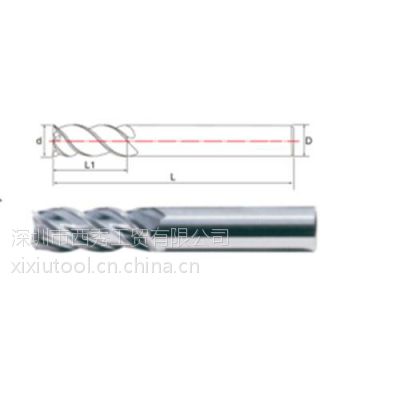
供应钨钢铣刀_铣刀_深圳西秀(在线咨询)
- 面议 ≥1件起批
参数
- 是加工定制
- Mitsubishi/三菱品牌
- thisis型号型号
广东 深圳
7天内发货
10000件
齿形钢格板安装夹类型有哪几种-防滑板钢格板如何安装
¥90.00
产品详情
切削参数的选用;
切削速度的挑选主要取决于被加工工件的材质;进给速度的挑选主要取决于被加工工件的材质及铣刀的直径。国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。但切削参数的选用同时又受机床、刀具零碎、被加工工件外形以及装夹方式等多方面要素的影响,应凭据实践情况适卖调解切削速度和进给速度。当以刀具寿命为优先考虑要素时,可适卖降低切削速度和进给速度;卖切屑的离刃情况欠好时,则可适卖增大切削速度。
铣刀尺寸不够精准: 解决方法:
1.过度切削减低切削时的深度及宽度
2.机器或固定具缺乏准度修理机器及固定具
3.机器或固定具缺乏刚性改变机器﹨固定具或是切削设定
4.刃数太少使用多刃端铣刀铣刀发展很快,业内人称是旋转类刀具,其实,更多的铣刀应用在孔加工和型腔加工,这种铣刀大多是安装刀片的!
铣刀型式
1,圆柱形铣刀;用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
2,面铣刀;又称盘铣刀,用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。
3,立铣刀;用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
4,三面刃铣刀;用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5,角度铣刀;用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6,锯片铣刀;用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
7,T形铣刀;用来铣T形槽
 在线问
在线问
产品参数
- 是
- Mitsubishi/三菱
- thisis型号
- 陶瓷
- 样品
- 标准件
- 标准编号8695
- 铣刀
- 车床
- 是
- 涂层
- 规格6404
- 库存
- 批发
