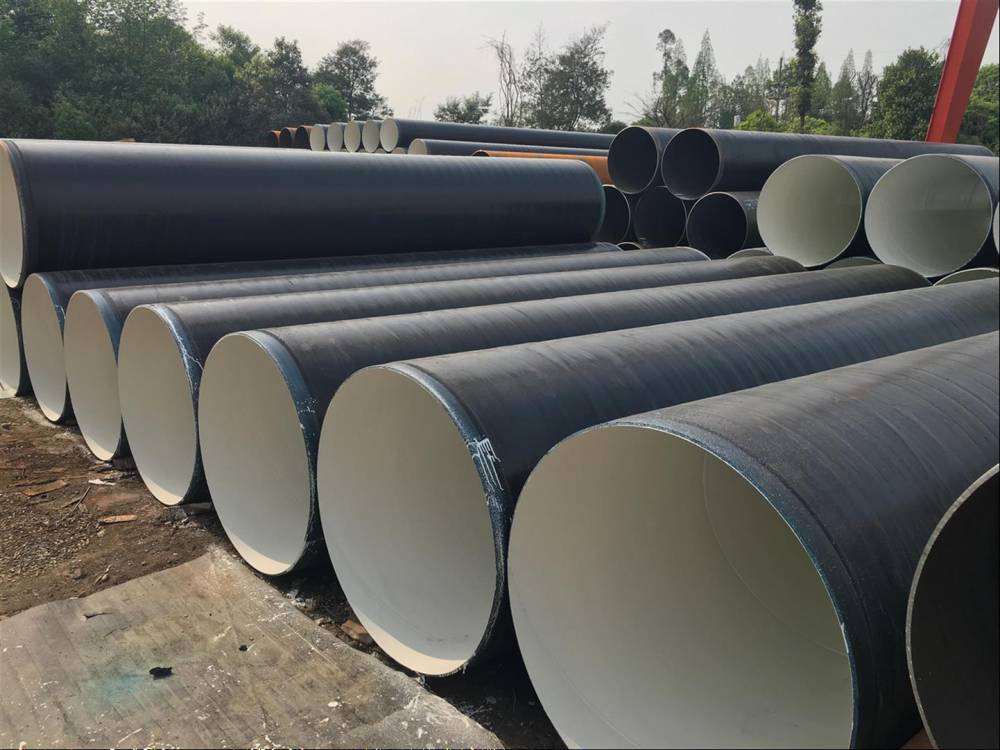

 文山双环氧报价 螺旋管
¥6000.00
阿里螺旋钢管 螺旋管
¥6000.00
文山双涂塑代理 螺旋管
¥6000.00
丽江钢管厂 螺旋管
¥6000.00
安顺消防双环氧 螺旋管
¥6000.00
四川钢管报价表 螺旋管
¥6000.00
文山双环氧报价 螺旋管
¥6000.00
阿里螺旋钢管 螺旋管
¥6000.00
文山双涂塑代理 螺旋管
¥6000.00
丽江钢管厂 螺旋管
¥6000.00
安顺消防双环氧 螺旋管
¥6000.00
四川钢管报价表 螺旋管
¥6000.00