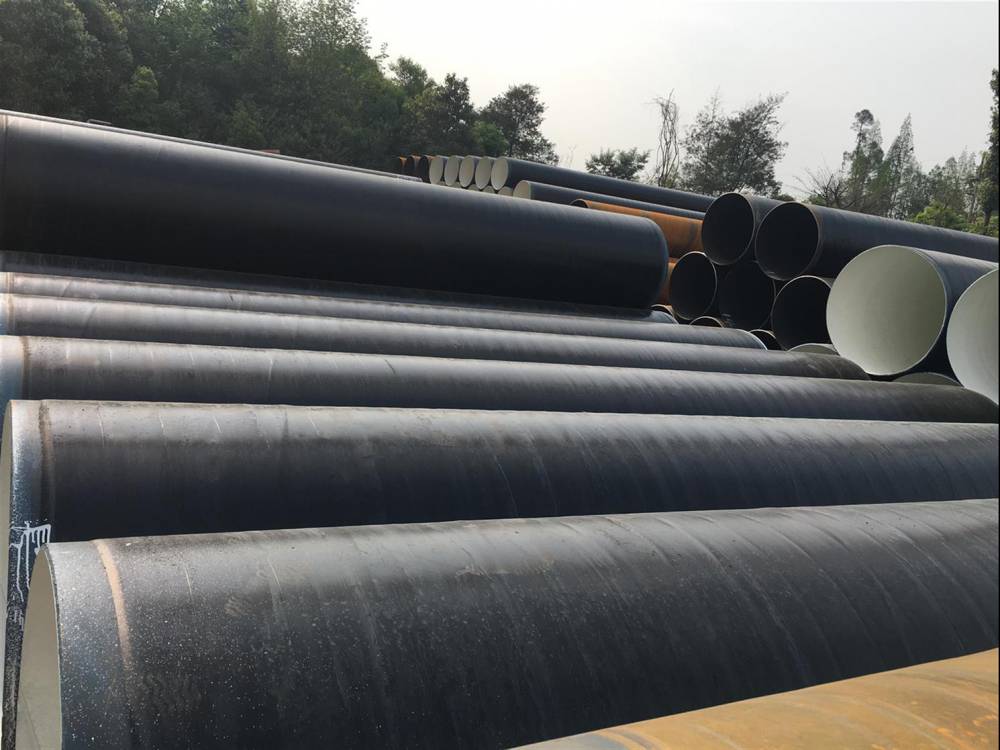

 螺旋管 雅安钢管公司
¥6000.00
广元水泥砂浆防腐钢管电话
¥6000.00
雅安外涂水泥砂浆防腐钢管报价单
¥6000.00
广元外涂水泥砂浆防腐钢管批发价
¥6000.00
四川Q3553PE防腐钢管公司
¥6000.00
林芝3PE防腐钢管单价
¥6000.00
螺旋管 雅安钢管公司
¥6000.00
广元水泥砂浆防腐钢管电话
¥6000.00
雅安外涂水泥砂浆防腐钢管报价单
¥6000.00
广元外涂水泥砂浆防腐钢管批发价
¥6000.00
四川Q3553PE防腐钢管公司
¥6000.00
林芝3PE防腐钢管单价
¥6000.00