背衬胶产品说明
一、产品说明
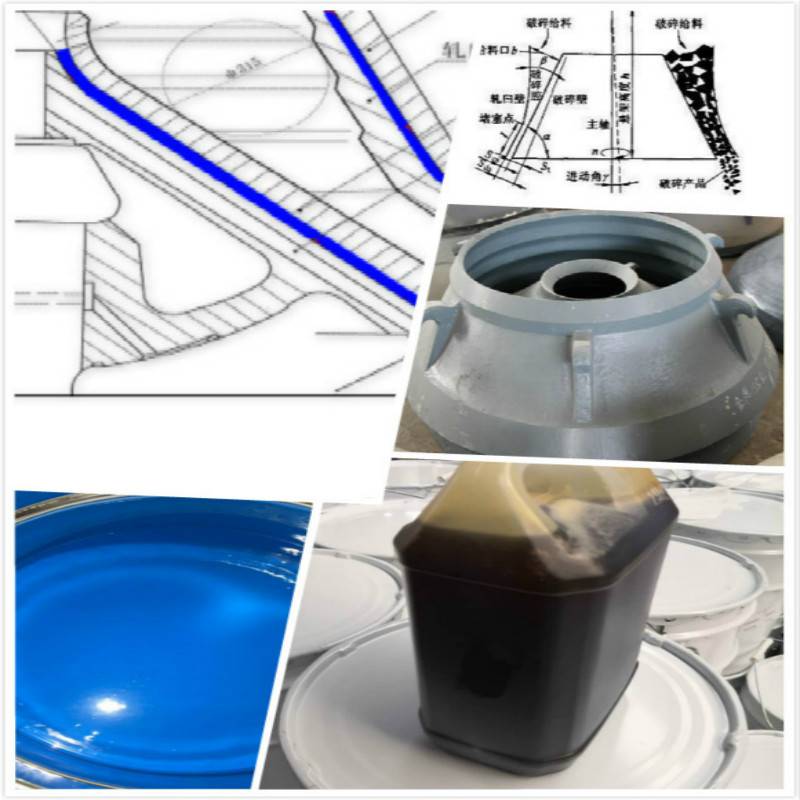
1、操作简易: 采用环氧树脂浇注技术只需将被浇注的粘接体接触面的锈蚀、油污、灰尘处理干净,环氧树脂(无溶剂)E-51、低分子650聚酰胺树脂、活性硅微粉等化学物质按一定比例及添加顺序进行添加搅拌,搅拌均匀后便可直接倒入浇注孔,凝固24h后即可投入使用。该操作无特定温度限制,随时都可以进行。 2、零危险系数,***: 环氧树脂浇注技术采用的化学原料在搅拌过程中无刺激性气体溢出,***了高温加热锌合金后排放到大气中的有毒气体或者搅拌高标号水泥时产生的粉尘,安全环保。成本降低: 环氧树脂(无溶剂)E-51、低分子650聚酰胺树脂、活性硅微粉都是市场上常见的化学物品,价格低廉。同时在填充工艺上不再需要加热等操作工序,可节省焦炭和电能资源,***降低了成本。 3、拆卸简便: 在进行更换旧衬板作业时,只需要将换掉的衬板用气焊割开,废旧的树脂会由于受热自然成块脱落,不再会出现因粘结、表面粗糙导致拆卸困难的问题。劳动强度降低,填充效率提高采用环氧树脂浇注技术进行作业,只需1~2名员工,省时省力,简便快捷。从搅拌到浇注完成只需要1h,在满足填充物技术性能的同时,劳动强度也得到有效地降低。 4、浇注质量高: 新技术的采用带来最明显的效果就是备件组装质量的提高,轮廓清晰,表面精度高。由于是在常温下进行浇铸、凝固,气孔缺陷减少,浇注质量大大提高。破碎系统通常采用流水作业生产线,当其中一台设备因损坏而被迫停产时,整个破碎系统都要停止正常运转。破碎机作为破碎系统的主要设备,更换活动锥或调整环的时间都比较长,破碎机新型填充物将会为企业减少维修工作量,降低工人劳动强度,随之也会带来非常可观的经济效益,在节能减排和提高安全性能方面具有重要意义。 随技术发展,圆锥破碎机衬板填充料已逐渐为各类高分子背衬胶所取代,并且已获得广大使用者的认可,百盾背衬胶(破碎机填料、衬板填充胶),用于破碎机的衬板与基体之间,碎石桶与夹套间隙,支撑圆锥体和保护层空间的填充/支撑, 同时在设备受到破碎矿石的冲击或载荷振动时作为缓冲材料;也用于球磨机耐磨衬板和筒体间隙的结构补强,抗冲击振动。该材料固化前:流动性好,填充性强,操作简单,安全环保;固化后:收缩率低,粘接性,承载能力高,可拆卸。
二、使用工艺
1 清理和准备
清除锥体表面残余填充料,和与胶接触部位油污,脏物;装合锥体和衬板;用胶带等封住锥体/衬板配合面和环孔,以防漏胶,必要时保护轴上的螺纹;使用时尽量在5-30施工,冬季施工将A组分单独加热到25-35以降低粘度便于浇注。为便于下次拆卸,锥体和衬板表面可预涂适量机油或脱模剂。
2 配胶
背衬胶(破碎机衬板填充胶,背衬保护胶、背衬修补胶)将搅拌器固定在低速手电钻上,先将A组份用搅拌器搅拌一分钟(A胶长时间存放可能有少量沉淀);然后按照配比称量配料AB组分(A:B=100:15重量比),用电动搅拌器搅拌均匀即可,一般搅拌时间不超过2分钟;根据自己填充时间掌握好胶的配量,一次不宜过多,配好的胶液在20分钟内用完(25度),如果环境温度过高,可减少胶的配量,避免胶液浪费。
3 浇注
将混合好的胶液,沿锥体或衬板缝隙的一个地方注入,直到从缝隙顶溢出。不要将没有混合均匀的胶注入。
4 固化
放置固化12-24小时,温度对固化时间影响大,温度高固化快,夏季12小时可投入使用,冬季24小时可投入使用。
注意事项
1.背衬胶的操作使用温度在5-35,锥体低于5或高于35尽量不要施工
2.温度过低则操作时间可以长,但是粘度高难浇注;低于10可以将胶A组分加热到25然后搅拌使用。
3.温度过高则减少操作时间,浇注时间短;高于25可以减少一次调胶量,边浇注边配料。
5、包装及使用:A组20KG/铁桶;B组3公斤/塑桶。使用时将A:B=100:15(重量比)配比。搅拌均匀即可。


 沥青路面陶瓷颗粒防滑层施工专用材料
¥18.50
沥青路面陶瓷颗粒防滑层施工专用材料
¥18.50