- 商品
- 详情
天津
不限

产品详情

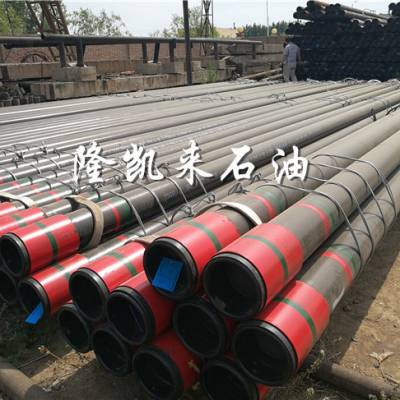
平式油管-平式管和加厚油管-隆凯来(推荐商家)由天津隆凯来石油设备有限公司提供。天津隆凯来石油设备有限公司是从事“13Cr石油套管,油管,油套管短节,短接,接箍,特殊扣”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供更好的产品和服务。欢迎来电咨询!联系人:胡伟。
因13Cr钢属马氏体不锈钢,高温塑性较差,有一定生产难度。穿孔应采用适当大的喂入角,适当降低穿孔机轧辊转速。采用适当大的喂入角,避免轧卡和毛管分层。降低轧辊转速将有利于管坯的咬入,平式油管,有利于变形深透,减小顶减头的轴向阻力。因为在轧辊转速较低时,管坯中心易发生塑性变形,较易形成空腔,因而也减少了内折、分层等的可能性。轧制与定径,除正常的工具冷却水外,其余冷却水应关闭,防止冷却水溅到钢管表面产生开裂,并且不得使用定径前的高压水除磷装置。
13Cr是在高温下较易粘钢的钢种,3 1 2平式油管扣螺纹长度,而粘钢会造成管体产生划伤、内外壁凹坑等缺陷并增加了脱棒的难度。因此穿孔前,应加强对导盘的冷却,L8013CR厂家,以减小粘钢的趋势。导盘粘钢是由于两金属相互接触时变形温升,导致两金属出现类似压力焊接中的假焊现象口,因此导盘与轧辍在轧制方向上的分速度之比是影响粘钢的重要因素,当此比值大时,轧件与导盘的接触时间少,平式管和加厚油管,使两金属局部粘接效果减弱,粘钢就不易发生。加工油管短接,变径油管短节2,油管接箍,加长油管接箍,石油油管短接生产公司,双公油管短接,整体加厚EUE油管短接,单螺纹接头油管短接,焊接用坡口油管短接
产品执行标准严格按照美国石油协会API 5CT和5B标准;扣型螺纹:长圆扣(LTC),短圆扣(STC),偏梯扣(BTC)
公司现备有 L80-13cr石油套管库存,规格:88.9*6.45 88.9*9.52 177.8*10.36139.7*7.72
库存石油套管,73mm平式油管扣型,可根据定单加工各种尺寸油套管短节,接箍,转换接头。并拥有各大钢厂货源。
平式油管-平式管和加厚油管-隆凯来(推荐商家)由天津隆凯来石油设备有限公司提供。天津隆凯来石油设备有限公司是从事“13Cr石油套管,油管,油套管短节,短接,接箍,特殊扣”的企业,公司秉承“诚信经营,用心服务”的理念,为您提供更好的产品和服务。欢迎来电咨询!联系人:胡伟。
为您推荐
 在线问
在线问
产品参数
