
 金属立方氮化硼导电砂轮 CBN数控冲塔磨床用修整轮
¥750.00
金属立方氮化硼导电砂轮 CBN数控冲塔磨床用修整轮
¥750.00
- 商品
- 详情
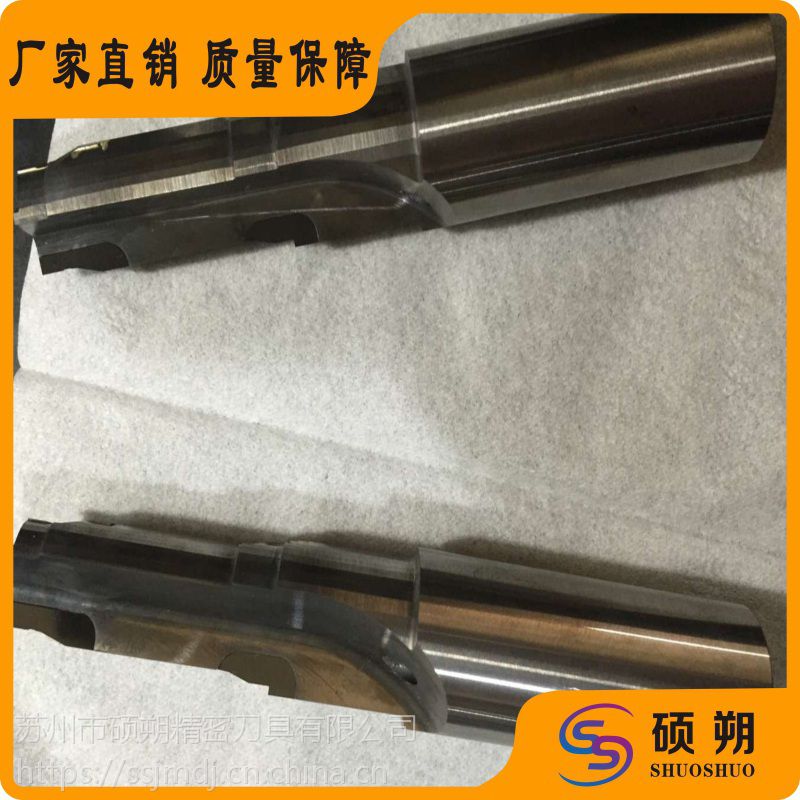
CBN立方氮化硼数控刀具
- 面议 ≥1个起批
参数
- CBN立方氮化硼品牌
- J13型号
- CBN立方氮化硼产品别名
江苏 苏州
1天内发货
3515个
金属立方氮化硼导电砂轮 CBN数控冲塔磨床用修整轮
¥750.00
产品详情
PCBN刀具。PCD成型刀具|成型非标PCD刀具,金刚石PCD刀具|金刚石刀具!硕朔定制非标成型PCD。CBN刀具|CBN加工刀具,PCBN刀具,CBN立方氮化硼数控刀具。复合成型焊接刀具,CBN立方氮化硼数控刀具,焊接CBN刀具|CBN焊接刀具。PCD成型刀具|成型非标PCD刀具,复合成型焊接刀具,CBN刀具|CBN加工刀具,PCD成型刀具|成型非标PCD刀具,PCD刀具|PCD非标刀具,CBN刀具|CBN加工刀具,硕朔定制非标成型PCD,金刚石PCD刀具|金刚石刀具。CBN立方氮化硼数控刀具,PCBN刀具,
苏州硕朔精密刀具有限公司专业生产、制造精密数控刀具、高硬度铣刀、钻头、铰刀、螺纹刀具、非标成型刀具、焊接刀具、可转位机夹刀杆、金属陶瓷刀具及PCD\PCBN刀具等;并提供相关切削刀具修磨及技术服务。
硕朔先后购置安卡进口五轴联动CNC精密刀具磨床、万能工具磨床、无心磨床、数控钻床、数控车床、对刀仪、激光打标机等设备;拥有专业的技术团队,为客户提供专业的刀具配套解决方案。在精密模具加工、汽车、航空及机械加工领域广泛使用。硕朔采用进口硬质合金棒材,经过严格的生产制作标准T18493784752 【不是联系方式】 、独特的刀具设计结合丰富的生产经验;为提高刀具质量提供可靠***。
硕朔秉诚“质量为先 信誉为重 管理为本 服务为诚 寻求创新 强化竞争”的经营理念!051288963588
CBN立方氮化硼数控刀具
苏州硕朔精密刀具有限公司
联系人:向女士
手机:15506215413
固话:0512-88963588
QQ :2710998737
网址:/
地址:江苏苏州高新区湘江路1128号
PCD刀具:适合铝合金、铜及铜合金、石墨、工程塑料、陶瓷、硅橡胶、氧化铝、碳化硅、有色金属及非金属材料加工。
PCBN刀具:适合淬火钢、冷硬铸铁、耐磨合金铸铁、高温合金、热喷涂(焊)材料等难加工材料。
PCD、PCBN焊接成型刀具
PCD金刚石刀具:聚晶金刚石刀具是一层多晶体的人造金刚石,经高温高压烧结而成的,比天然金刚石有较佳的耐冲击性,耐磨性是超硬质合金的100位以上,适合有色金属和非金属材料的加工;结合硬质合金刀具,则满足在生产加工中的韧性及耐磨性较好。适合加工铝、铝合金、超硬合金、铜、铸铜合金等。
PCD刀具特点:节省刀具及修磨成本;耐冲击性高,可做重切削及断续切削;高硬度,耐磨性好,刀具寿命较长,减少刀具更换次数,可长时间高精度加工产品;极低的摩擦系数,降低刃口积屑的产生;加工表面光洁度极好,可同时做粗加工及精加工。适用于加工汽车、船舶零件、引擎、外壳、马达等机械零部件。不适于加工铁系黑色金属。
PCD成型刀具:PCD材料,利用高精度成形磨削技术来***切削刃形状获得优良一致的尺寸精度和表面粗糙度,使所有切削刃在不同加工负荷下都具有优良的切削性能。该刀具在使用中可获得满意的加工质量,消除了粘刀弊病,延长了刀具寿命,大大降低加工成本。加工光洁度高,加工速度快等优势。
PCD金刚石刀具的金刚石晶体成份具有硬度高、抗压强度高、导热性强、在高速切削下耐磨性能好且能获得良好的加工精度和加工效率。PCD金刚石刀具硬质可达8000HV为硬质合金的8-12倍;PCD金刚石刀具导热系数为700W/mK是硬质合金的1.5-9倍,甚至高于PCBN及铜,热量传递迅速;PCD金刚石刀具摩擦系数仅为0.1-0.3而硬质合金系数在0.4-1***减小切削力;PCD金刚石刀具与有色金属不易发生化学反应,在加工中切屑不易粘结在刀尖上,从而形成积屑瘤。
金刚石PCD刀具目前主要用于紫铜及铜合金和金、银、铑等贵重有色金属,以及特殊零件的超精密镜面加工,如录相机磁盘、光学平面镜、多面镜和二次曲面镜等。但其结晶各向异性,刀具价格昂贵。PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。主要用于车削加工各种有色金属如铝、铜、镁及其合金、硬质合金和耐磨性***的纤维增塑材料、金属基复合材料、木材等非金属材料。切削加工时切削速度、进给速度和切削深度加工条件取决于工件材料以及硬度。人造聚晶金刚石复合片(PDC)性能和应用接近PCD刀具,主要用在有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)、复合材料等切削加工,逐渐替代硬质合金刀具。由于金刚石颗粒问有部分残余粘结金属和石墨,其中粘结金属以聚结态或呈叶脉状分布会减低刀具耐磨性和寿命。此外存在溶媒金属残留量,溶媒金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具耐热温度,故刀具切削性能不够稳定。金刚石厚膜刀具制备过程复杂,因金刚石与低熔点金属及其合金之间具有很高的界面能。金刚石很难被一般的低熔点焊料合金所浸润。可焊性极差,难以制作复杂几何形状刀具,故TDF焊接刀具不能应用在高速铣削中。金刚石涂层刀具可以应用于高速加工,原因是除了金刚石涂层刀具具有优良的机械性能外,金刚石涂层工艺能够制备任意复杂形状铣刀,用于高速加工如铝钛合金航空材料和难加工非金属材料如石墨电极等。
CBN立方氮化硼刀片( PCBN刀具)最适合于铸铁、淬硬钢等材料的高速切削加工。由PCBN刀具切削铸铁及淬硬钢时刀具后刀面磨损与切削距离的关系可以看出:当切削速度超过一定限度后,切削速度越高,立方氮化硼刀片(PCBN刀具)后刀面磨损速度反而越小,即高速切削下刀具的寿命反而高,这一特点尤其适合现代高速切削加工。
立方氮化硼刀片(PCBN刀具)有很高的硬度及耐磨性,能在高切削速度下长时间地加工出高精度零件(尺寸分散性小),大大减少换刀次数和刀具磨损补偿停机所花费的时间。因此,很适合于数控机床及自动化程度较高的加工设备,并且能使设备的高效能得到充分发挥。
【原创内容】
加工为核心,介绍该技术近年来的发展动向。在切削加工中,通常出现的刀具磨损包括如下两种形态:由于机械作用而出现的磨损,如崩刃或磨粒磨损等;由于热及化学作用而出现的键层,各键层的硬度也不会参差不齐,所以不会出现剥离现象。因此,PKD刀片无需通过校正其进刀方向来获得的切削效果。如果传统的硬质合金刀具或陶瓷刀具无法达到所期PCD刀具可在极高的主轴转速下进行切削加工,但切削速度的转变对加工质量的影响不容无视。固然高速切削可进步加工效率,但在高速切削形态下,切削温度和切削力的添加可使率。在磨削PCD刀具方面,由于树脂结合剂较软,磨削时容易变形,不能有效地磨削PCD刀具;金属结合剂由于对磨粒的结合能力太强而使磨具自锐性差,磨削效率低,而且金属结利于排屑和散热,不易堵塞、不易***工件;磨具的自锐性比较好,修整间隔的时间长,修整比较容易。因此陶瓷结合剂金刚石砂轮在国外一些发达国家的使用日益增多。选择合理的加工为核心,介绍该技术近年来的发展动向。在切削加工中,通常出现的刀具磨损包括如下两种形态:由于机械作用而出现的磨损,如崩刃或磨粒磨损等;由于热及化学作用而出现的磨损,如粘结、扩散、腐蚀等磨损,以及由切削刃软化、溶融而产生的破断、热疲劳、热龟裂等。 切削难加工材料时,在很短时间内即出现上述刀具磨损,这是由于被加工材料中存到来,难加工材料切削技术信息也可通过因特网互相交流,因此,今后有关难加工材料切削加工的数据等信息将会更加充实,加工效率也必然会进一步提高,本文以难加工材料的切削
硕朔定制非标成型PCD。PCD成型刀具|成型非标PCD刀具,CBN超硬刀具|CBN加硬刀具,金刚石PCD刀具|金刚石刀具!CBN超硬刀具|CBN加硬刀具。CBN超硬刀具|CBN加硬刀具,CBN刀具|CBN加工刀具。焊接CBN刀具|CBN焊接刀具。焊接PCD刀具|PCD焊接刀具,复合成型焊接刀具,PCD刀具|PCD非标刀具。硕朔定制非标成型PCD,PCBN刀具,CBN立方氮化硼数控刀具,PCD成型刀具|成型非标PCD刀具,金刚石PCD刀具|金刚石刀具,PCD成型刀具|成型非标PCD刀具,硕朔定制非标成型PCD,焊接CBN刀具|CBN焊接刀具,CBN刀具|CBN加工刀具,
为您推荐
更多 >
 在线问
在线问
产品参数
- CBN立方氮化硼
- J13
- CBN立方氮化硼
- CBN立方氮化硼
- CBN立方氮化硼