
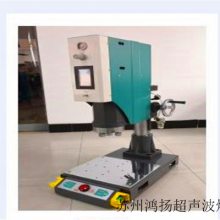
 超声波PC塑料焊接机 厂家直销超声波塑焊机 常州超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 维修售后超声波焊接机 淮安超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 定制生产超声波塑焊机 南通超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 生产销售超声波焊接机 盐城超声波焊接机厂家
¥12000.00
超声波塑料制品焊接机 维修售后超声波焊接机 盐城超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 定制生产超声波焊接机 徐州超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 厂家直销超声波塑焊机 常州超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 维修售后超声波焊接机 淮安超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 定制生产超声波塑焊机 南通超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 生产销售超声波焊接机 盐城超声波焊接机厂家
¥12000.00
超声波塑料制品焊接机 维修售后超声波焊接机 盐城超声波焊接机厂家
¥12000.00
超声波PC塑料焊接机 定制生产超声波焊接机 徐州超声波焊接机厂家
¥12000.00

