- 商品
- 详情
- 铣削刀具类型
- 华菱品牌
- BN-S300型号

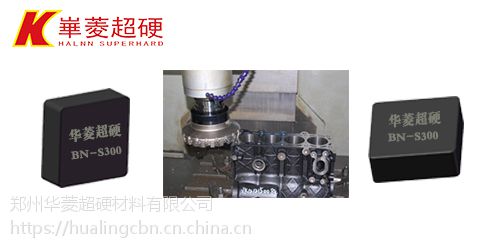
华菱BN-S300 SNEN系列立方氮化硼铣刀片粗铣发动机缸体精度高更耐磨
铣削发动机缸体端面时,如因加工余量大或切削速度高,造成刀具快速磨损或崩刃等非正常现象,可致电华菱超硬,为您选择合适的整体聚晶CBN刀具,不仅可大余量铣削发动机缸体平面,而且获得较长的刀具使用寿命,和较高的表面光洁度。
发动机缸体,一般采用灰口铸铁作为应用材质,这种材料的强度、刚度、耐磨性、耐腐性较好,维护保养好。
但发动机缸体作为发动机安装所有零件的基础,对其质量要求较高,如缸体上、下平面的平面度要求0.03mm,气缸圆度、圆柱度的标准值为0.004mm,顶平面与前后端面垂直度为0. 03mm,缸体顶平面粗糙度为Ral. 6等。
要想满足以上要求,就需要刀具具备高速、高精密、高效率等特点,不仅可大余量铣削发动机缸体,***发动机缸体较高的表面精度和表面粗糙度等要求。

发动机缸体虽然是灰铸铁,硬度不高,传统刀具即可生产,但面对发动机缸体的精度和质量要求,传统刀具根本无法实现,制造商多采用进口刀具对发动机缸体进行铣削、镗削等工序。
CBN刀具具备较高的切削性能,较长的使用寿命和良好的工件质量等特点,可高速铣削发动机缸体,和高速镗削发动机缸孔,尤其华菱超硬BN-S300牌号,BNK30牌号和BN-K20牌号,是目前发动机缸体应用较为广泛的3款CBN材质。
针对铣削发动机缸体端面、平面,选择整体聚晶CBN刀具BN-S300牌号,不仅可大于两粗铣发动机缸体余量,而且可满足精铣工序中Ra1.6的表面光洁度。
针对发动机缸体的镗孔工序,选择通焊型CBN刀具BNK30牌号和BN-K20牌号,其中BNK30牌号是针对高速加工铸铁件研发的***CBN材质,切削速度可达到2000m/min,在不考虑机床刚性和装夹方式的基础上,广泛应用于发动机缸体的镗孔工序。
以华菱超硬CBN刀具BN-S300材质精铣发动机缸体端面为例:
相较于进口CBN刀具,BN-S300材质的单刃寿命高于进口CBN刀具,而且刀具成本低于进口CBN刀具,生产成本得到明显降低。
BN-S300材质属于整体聚晶CBN刀片,需配合专业的铣刀盘进行铣削,所以在购买BN-S300材质铣刀片之前,和华菱超硬刀具工程师进行沟通,是否需要配备专业的铣刀盘。
BNK30材质和BN-K20材质属于镶嵌式CBN刀片,中间带孔,不需要专业车刀杆配合,和硬质合金刀片所用车刀杆相同,可直接替换使用。
 在线问
在线问
- 铣削刀具
- 华菱
- BN-S300
- 聚晶立方氮化硼
- 否
- 河南郑州
- BN-S300
- SNEN090308
- 整体式
- 非涂层
- 铣床
- 发动机缸体HT200,HT250
- 立方氮化硼刀具
- 否