- 商品
- 详情
参数
- 车削刀具类型
- 华菱超硬品牌
- CBN型号
河南 郑州
1天内发货
100盒

产品详情
淬火钢的切削加工特点:
(1)淬火钢的硬度高,强度高,几乎没有塑性;
(2)加工高硬度淬火钢件时,切削阻力大,切削温度高;
(3)由于淬火钢脆性大,不容易产生积屑瘤,工件表面粗糙度不容易***;
(4)导热系数差,切削热很难通过切屑带走。

淬火钢加工刀具材质选择:
1、涂层硬质合金:适合硬度HR5以下淬火钢件的加工,相对来讲需低速车削,如果效率低或者容易“烧刀”时可选择陶瓷和CBN。
2、陶瓷:适合硬度在HR0--55度淬火钢件的加工,一般作为精加工光刀使用,且尽量避免断续切削。如果陶瓷刀片寿命不佳或者使用时有崩刀现象时可选用CBN。
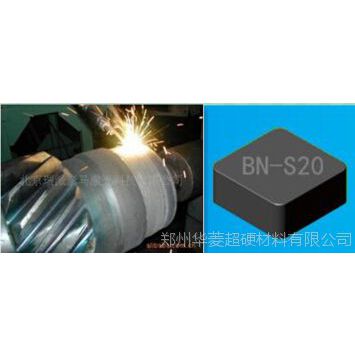
3、CBN:对淬火后硬度在HR5硬度以上的淬火钢件加工,且加工效率和耐用度相对陶瓷刀片更能几个数量级,而且部分牌号能够胜任强断续切削(BN-H21牌号)和粗车(BN-S20牌号)。华菱超硬可根据应用需求,提供非标定务,CBN切槽刀和CBN小孔精镗刀。
华菱BN-H21材质PCBN的使用寿命是普通材质PCBN的6倍,且在强断续切削的加工工况下,失效形式正常磨损,而不是崩刀破损。
下面简单介绍一下华菱CBN刀具加工淬火后钢件的案例:
下面是加工淬火后工件液压支柱的案例:
为您推荐
更多 >
产品分类
更多 >
 在线问
在线问
产品参数
- 车削刀具
- 华菱超硬
- CBN
- cbn
- 否
- 郑州
- 2019
- 2019
- 机夹式
- 非涂层
- 车床
- 淬火件硬车
- 多款规格
- 否
