车削铁基粉末冶金材料用什么华敏cbn刀具效果好不崩刀耐磨
在采用数控车或仪表车床车削粉末冶金零件时,硬质合金刀具一般不耐磨,目前多采用陶瓷刀片和CBN刀片,本文根据车削粉末冶金零件时的加工特点,对于陶瓷刀片和CBN刀具材质的选用做此探讨。
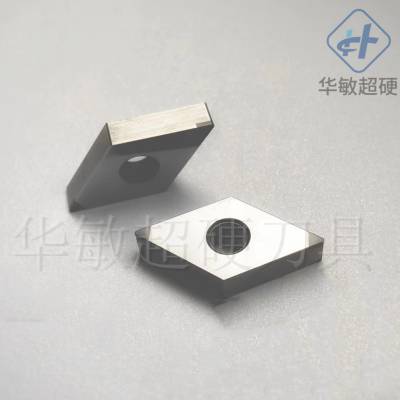
陶瓷刀片和CBN刀具材质的选择:一般在精加工粉末冶金零件时,采用CBN刀具和陶瓷刀具均可,用户可根据刀具使用的经济性具体选择;在大余量车削粉末冶金零件时,陶瓷刀片和普通CBN刀片一般经常崩刃,针对此种现象,华敏开发出CY6牌号CBN刀具材质,以下是CY6牌号大余量车削粉末冶金零件时的参数:
工件材质:粉末冶金;
工件直径30mm;
单边余量4mm;
所用机床:仪表车床,
刀具材质:CY6牌号华敏CBN刀具,8个刃口的可转位机夹结构刀片,
CY6切削参数:线速度180m/min; 吃刀深度4mm;进给量0.15-0.3mm/r;
根据用加工现场对比,CY6牌号CBN刀具寿命是硬质合金刀具寿命的25倍,是普通金属基结合剂CBN刀具寿命的4倍。
CY6牌号简介,因采用非金属结合剂,导热率更高,与常见的金属粘结CBN刀具相比,寿命***;而且具有很强的抗冲击韧性。
注意:
M- @
1,如果是精加工粉末冶金零件,亦可选用华敏HJ80牌号。
2,在精车粉末冶金零件时,也可综合考虑陶瓷刀片,在此确认刀具材质经济性。
3,采用CY6 车削粉末冶金零件时,不得使用切削液。
4,加工余量大时,采用CY6最为合适,在使用时,尽量一次走刀完成所有车削余量,如果光洁度要求高,再精车一刀即可。
华敏CBN刀具HJ80加工粉末冶金案例:
加工对象:烧结粉末冶金零部件,带轮(颗粒硬度HRC62),选用刀片HJ80 CCGW09T304,切削参数:切削速度Vc=150m/min,进给量Fr=0.15mm/r,吃刀深度ap=0.35mm,干切。优势对比:华敏cbn Hj80牌号刀具寿命高出某品牌CBN刀具50%。

华敏CBN刀具HJ81加工粉末冶金案例:
加工对象:粉末冶金零件 汽车发动机油缸部件(颗粒硬度HRC60),选用刀片:HJ81 DCGW110304,切削参数:转速N=1600r/min,进给量Fr=0.03mm/r,吃刀深度ap=0.05mm,干切,优势对比:华敏cbn HJ81牌号刀具寿命高出某品牌CBN刀具40%。
购买须知
1、厂家货源正品
华敏店铺产品均有工厂直供,源头正品,品质***。
2、关于客服
在购买过程如遇规格参数等问题,可随时联系客服。
订货、服务、投诉一号搞定!全程录音、专人督办、***服务质量。
3、关于售后
遍布全国的销售和服务网络,随时为您提供快捷供货和技术支持。
4、关于发货
默认发圆通、德邦,如有其它要求请及时联系客服。
以上价格仅供参考,非实际商品价格!
请根据您的采购数量及用途,联系在线客服索取报价!