cbn数控刀片DNGA150408 华敏数控刀具
¥6.60
车削热处理合金钢数控刀片 华敏数控刀具
¥6.60
cbn数控刀片DNGA150408 华敏数控刀具
¥6.60
车削热处理合金钢数控刀片 华敏数控刀具
¥6.60
 cbn数控刀片DNGA150408 华敏数控刀具
¥6.60
车削热处理合金钢数控刀片 华敏数控刀具
¥6.60
cbn数控刀片DNGA150408 华敏数控刀具
¥6.60
车削热处理合金钢数控刀片 华敏数控刀具
¥6.60
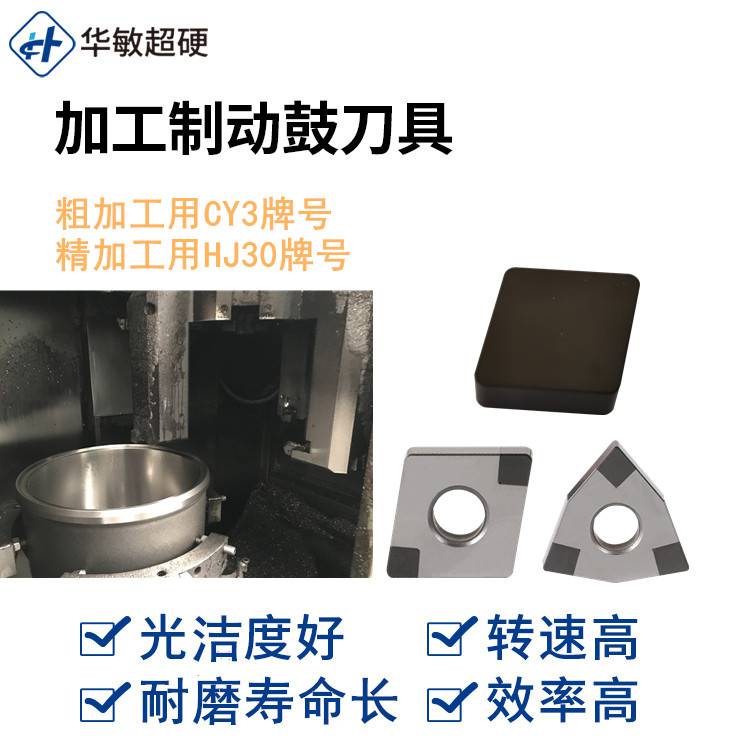
粗加工刹车鼓制动鼓毛坯刀片 不崩刀效*** 华敏氮化硼刀头
华敏超硬CBN刀片CY3牌号属于整体聚晶CBN刀片,适合粗加工工序,HJ30牌号属于焊接式CBN刀片,适合精加工工序。由于工序不同,加工余量不同,选择的刀具牌号也不同,下面就针对制动鼓简单介绍一下华敏超硬CBN刀片的方案。
华敏超硬针对制动鼓研制出两款刀具牌号,分别是CY3牌号和HJ30牌号,针对不同工序选择合适的刀具牌号。下面就针对制动鼓不同工序,选择合适的华敏超硬CBN刀片。
三、针对不同工序选择合适的华敏超硬CBN刀片牌号
(1)粗加工工序:余量一般在3mm左右,选择华敏超硬CBN刀片CY3牌号,此牌号采用非金属(陶瓷)作为粘合剂,与传统CBN刀片相比增加了韧性,不仅高硬度高强度,而且具有良好的耐磨性和抗冲击性,可大余量车削制动鼓,制动鼓余量3mm可一刀完成。下图为华敏超硬CBN刀片CY3牌号车加工制动鼓图片。
切削参数:ap=1-10mm,Fr=0.2-1mm/r,Vc=200-800m/min。加工效果:华敏超硬CBN刀片CY3牌号的单刃寿命是涂层硬质合金刀具的15倍。
(2)半精加工:余量0.5mm之内,有两种选择方案:①是选择CY3牌号,一刀完成;②是选择HJ30牌号两刀完成。建议使用CY3牌号,节约加工时间。切削参数:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。
(3)精加工:余量0.3mm之内,选择华敏超硬CBN刀片HJ30牌号较经济,可***制动面的光洁度和止口的光洁度和尺寸公差。下图为华敏超硬CBN刀片HJ30牌号车加工制动面和止口后的光洁度图片。
切削参数:ap≤1mm,Fr=0.05-0.3mm/r,Vc=300-1500m/min。加工效果:华敏超硬CBN刀片HJ30牌号的光洁度***在Ra1.0之内,单刃寿命是其他厂PCBN刀具的1-2倍。
(4)粗加工,半精加工和精加工选择一种刀具-CY3牌号:以上都是不同工序选择不同的刀具,还可以粗加工,半精加工和精加工选择同一种刀具—CY3牌号,减少不必要的换刀时间,节约时间,降低加工成本,而且***制动鼓的表面光洁度。
CBN刀具的加工材质
(1)高硬度铸铁
如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。针对高硬度铸铁常用CY1和HJ3系列材质,优势***。可拉荒粗车有夹砂、气孔的铸件毛坯。
(2)高硬度钢件(硬度HRC45以上)
如高锰钢、高速钢、淬火钢,高频淬火钢,工具钢,轴承钢等,典型零部件包括轧臼壁、高速钢轧辊、淬硬齿轮/齿轮轴、轴承、滚珠丝杠、模具等。使用CY1/CY6和HJ6系列材质cbn刀具效果明显。【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
(3)普通灰铸铁(HT150/200/250/300等)
如发动机缸体/缸盖、刹车盘、制动鼓、皮带轮、离合器压盘等均属于灰铸铁件。使用CY3和HJ3材质的系列刀具。加工速度高,效***,有效节约成本。
(4)其他难加工材料
如粉末冶金、高温合金材料,及镍基、铁基、钴基等高硬度堆焊/喷焊/激光熔覆/热喷涂材料工件。使用HJ8牌号的cbn刀具。
购买须知
1、厂家货源正品
华敏店铺产品均有工厂直供,源头正品,品质***。
2、关于客服
在购买过程如遇规格参数等问题,可随时联系客服。
订货、服务、投诉一号搞定!全程录音、专人督办、***服务质量。
3、关于售后
遍布全国的销售和服务网络,随时为您提供快捷供货和技术支持。
4、关于发货
默认发顺丰、德邦,如有其它要求请及时联系客服。
以上价格仅供参考,非实际商品价格!
 在线问
在线问