目前,适合数控车床加工刹车盘的刀具是CBN刀具。
原因一:CBN刀具硬度高,从而耐磨性好,是硬质合金刀具的15倍-20倍。
原因二:可承受高速切削,线速度可达到1000m/min;
原因三:CBN刀具粗、精加工一把刀即可完成可加工部位的加工,效***,成本低;
原因四:CBN刀具采用干式切削的方法,不添加切削液,切屑易回收处理,更符合“绿色制造”;
原因五:CBN刀具可助力数控车床真正实现高效加工刹车盘。
华菱超硬,作为专业硬材料加工工具的***,在灰铸铁领域有很好的刀具牌号,尤其是典型零部件刹车盘,粗加工,精加工工序均有相对应的刀具牌号。
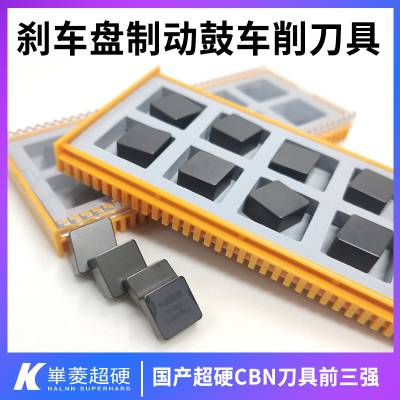
如刹车盘余量大于1mm,建议选择华菱超硬CBN刀具BN-S300牌号,此牌号属于整体聚晶CBN刀具,可一刀加工完成刹车盘余量,并***其精度要求。
如精加工刹车盘,建议选择华菱超硬CBN刀具BNK30牌号,此牌号属于镶嵌式CBN刀具,可***刹车盘较高的光洁度和平面度。
刹车盘粗加工:常用刀片材质:BN-S300
刀片型号:CNMN120416、SNMN120712、CNMN120716
精加工常用刀片材质BNK30: SCGN0904 、CNGA120408、VNGA120408、WNGA080408、TNGA160408
同时,华菱超硬CBN刀片还广泛应用于制动盘,制动鼓,皮带轮,发动机缸体,飞轮,皮带轮,空调压缩机上轴承、空调压缩机法兰,变速箱壳体,涡轮增压器中间体等零部件中,7*24小时接听您的来电。