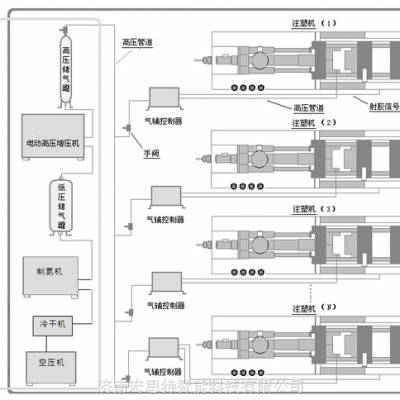
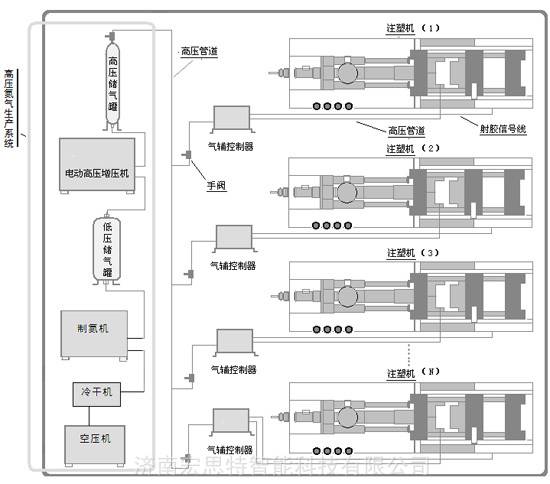
气体辅助注塑成型技术--设备(制氮机,增压机,压力控制器等)

气体辅助注塑
气体辅助注塑,是把高压氮气经主辅控制器(分段压力控制系统)直接注射入模腔内正在塑化的塑料里,使塑料件内部膨胀而造成中空,但仍然保持产品和外形完整无缺。
一、气体辅助注塑的过程为:
1、注塑期:以定量塑化塑料充填入模腔内。所需塑料份量要通过实验找出来,以***在充氮期间,气体不会把成品表面冲破及能有一个理想的充氮体积。
2、充气期:可以在注射中或后的不同时间注入气体,气体注入的压力必需大于注塑压力,以达至产品成中空状态。
3、气体保压器:当成品内部被气体填充后,气体在成品中空部分的压力就成为保压压力,可大大减低成品的缩水及变形率。
脱模期:随冷却周期完成,模具的气体压力降至大气压力,成品由膜腔内顶出。
二、气体辅助注塑在技术上的三种不同方法:
1、封闭气体注射方法(SEALED INJECTION GAS)它是把气体直接注入模腔内,使塑胶成品中空的方法。它无需采用活阀,只是通过简单模具加工,把气体气嘴装在气体保压模具中。在同一模具上,可用单一或多个注入气体的地方。
2、从注射机射嘴进气的方法(IN-GAS NOZZLE):它是在注
塑机上安装一个***的注射气嘴。
2、表面气体成形方法(EXTERNAL GAS MOLDING):这是英国CINPRES GAS INJECTION LTD的一种技术,适用于生产手机、电子记事簿及小家电等。
一、简介:
GPC-系列高精度气体压力控制器,其核心部件均为进口产品,由减压阀、电磁比例阀、高压伺服阀、安全阀、截止阀、球阀及管路、接头等组成。专业的气辅工艺编程界面,灵活编写各类气辅工艺参数,并可同时显示设定的压力时间曲线和实际注气过程的压力时间曲线、以及实际压力数字显示,确保了高端注塑精度制品的需求。、
二、GPC-01型技术参数:
控制方式:全采用PLC控制,全闭环伺服压力控制;
运行方式:全自动运行;
压力控制:1-9段自由变换;
显示方式:7寸液晶真彩显示器显示;
操作系统:简体中文人机界面;
工艺参数存储数量:100套;
气辅模具气嘴采用316不锈钢材质,加工精密度高,通过氮化处理,气针强度高,不容易发生堵胶而造成的进气通道受阻,进气稳定,坚固耐用。有多种型号规格可供选择,也可接受定制(客户提供图纸)
l 氮气来源:制氮机及氮气瓶(氮气瓶用一台高压泵即可)
l 一级增压泵参数
入口压力范围:3.5-40bar
输出压力范围:0-40bar
驱动气压3-8bar
储气罐:10升中压瓶
流体360升每分钟
l 二级增压泵参数
入口压力范围:10-200bar
输出压力范围:0-200bar
流量:154L/min
储气罐:4升高压瓶