- 商品
- 详情
参数
- 玖德隆品牌
- 整机质保一年型号
- PE、 PP、 PS、 TR、 EVA、 ABS、 PET、 PVC、 TPE、 TPR、 TPV、 电线料适用原料
江苏 昆山市
60天内发货
99套

产品详情
1)单螺杆挤出机,挤出机筒体内有一根螺杆。一般在有效长度上分为三段,按螺杆直径大小、螺距、螺深确定三段有效长度,一般按各占三分之一划分。
一段:从料口的后一段螺纹开始,叫输送段。物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过证明此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了
***段,叫压缩段。此段螺槽体积由大逐渐变小,并且温度要达到物料塑化程度,此处产生压缩(由输送段三,在这里可压缩到一,这叫螺杆的压缩比——3:1,有的机器也有不同),完成塑化的物料进入到第三段。
第三段:计量段。此处物料保持塑化温度,只是象计量泵那样准确、定量输送熔体物料,以供给机头,此时温度不能低于塑化温度,一般略高点。
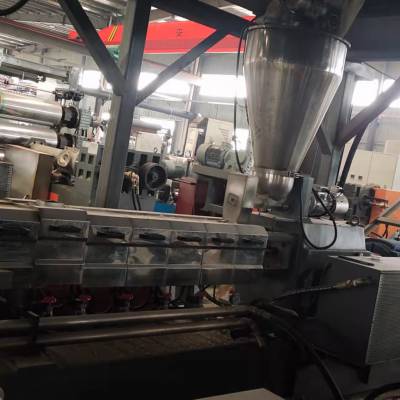
(2)单螺杆挤出机,单螺杆挤出机主要应用于管材、片材、板材、异型材的挤出,部分改性材料造粒。
① 由于电气控制系统对环境温度及防尘都有很高的要求,应将电气系统与生产现场隔离开,并安装通风或换气扇,建议将电控柜放在简易房内,保持室内清洁、通风,使室内温度不高于40℃。
② 单螺杆挤出机不允许空车运转,以免螺杆和机简轧毛。主机启动空转时不允许超过100r/min;启动主机时先低速,启动主机后检查有无异常响动后再缓慢提高主机转速至工艺允许范围之内(能调节到较佳状态为好)。新机磨合时,电流负荷应在60-70%,正常使用时的电流不超过90%。注意:挤出机运转时若发生不正常的声响时,应立即停车,进行检查或修理。
为您推荐
 在线问
在线问
产品参数
- 玖德隆
- 整机质保一年
- PE、 PP、 PS、 TR、 EVA、 ABS、 PET、 PVC、 TPE、 TPR、 TPV、 电线料
- 双螺杆
- 整机质保一年
- TPR双螺杆水拉条造粒机
- 弹性体
- 500-800
- 4
- 4
- 150
- 150
- 0.5
- 25
- 1450
- 90
- 90
- 1450
- 120
- 45000*1000
- 5000
- 500
