
 STWD9528单组份手涂改性聚脲
¥45.00
水性流变助剂防沉降 改性聚脲防流挂助剂 420
¥85.00
STWD9528单组份手涂改性聚脲
¥45.00
水性流变助剂防沉降 改性聚脲防流挂助剂 420
¥85.00
上海创遂耐磨涂料综述
上海创遂高分子耐磨涂料综述,高分子材料、无机纳米材料、复合材料。
技术沿革
上海创遂化工科技有限公司的耐磨涂料,分为聚脲、改性聚脲、环氧、改性聚氨酯产品,全部是美国原厂技术,多数产品,在国内已国产化多年。应用多样,在许多工商业市场领域,均有涉猎。
产品分类
上海创遂的耐磨系统,按照施工类型分为:
简单施工型,使用很简单的常用施工设备,比如空压机带一把简单喷枪,即可施工,对工人要求较低。
专业设备施工型,需要使用固瑞克等公司生产的双组份高压高温喷涂设备来施工,需要专业人员。优点是无溶剂环保,缺点是设备投资,以及对工人要求高。
上海创遂的耐磨系统,按照使用环境温度来分类:
常温型,分水环境和油环境两类,也均可由简单施工或专业设备施工。
高温型,对于250度以下的耐磨环境,我们可以提供相应解决方案。
上海创遂的耐磨系统,按照防腐性能来分类:
一般防腐,弱酸碱,或纯水环境,或油环境,以及油水环境。
重防腐,比如可以耐98%的硫酸。
欢迎点击查看本栏链接,与我们探讨您的应用,并选择您需要的产品:
如何判断一家公司在耐磨涂料市场?
1) 聚脲是较新的技术,从耐磨的角度来说,在聚脲出现之前,耐磨涂料并不罕见,所以很重要的一个依据,就是这家公司有没有其他类型的耐磨涂料。这是判断这家公司在不在耐磨领域的关键因素之一。有这类涂料,说明在这方面的应用领域,有大量的经验和教训,在此基础上,就知道开发一种合适用于耐磨的聚脲,需要注意什么!
2)附着力,耐磨不同于防水、防腐,对附着力有极高的要求。我们一般要求附着力要大于涂层的拉伸强度。这样在涂层自身横向断裂的时候,也不会有附着力问题。这是开发此类产品的关键所在!所以请一点也不要奇怪,你所用的聚脲起壳、起泡、层间脱离、整张脱落!
3) 集中放热问题,作为一次喷涂达到5mm以上厚度的耐磨涂层,这一点非常关键,也是开发此类技术的关键!很简单的,只要喷的时候,你用红外测温仪测一下表面温度,不言自明!
4) 配套性。例如:作为聚脲涂层施工中出现小问题是正常的,那么在出问题的时候,你要有更耐磨的修补涂层,来修补这个地方的缺陷,这是非常容易理解的。例如:配套底漆的选择。只有拥有大量的成功经验和失败教训,才有成熟的耐磨配套性。
简单地说,绝不是有聚脲产品,就能解决耐磨问题!
------------------------------------------------------------------------------------------------------------------
手工涂装耐磨涂料
你只需要一把价值300元的喷枪和一台空压机,就可以使用本高性能耐磨涂料。
欢迎来到上海创遂化工有限公司网站( )
本品是美国原厂技术,***成熟耐磨防腐涂料技术,您绝不是我们的实验客户!高分子与纳米填料成分、弹性、高厚膜,不断跟踪世界科技,优化配方,更高耐磨性,价格更优惠了!请老客户联系我们调整进货价格。详情请致电:400-698-4698。详细的沟通,是为您的应用选型的关键,请给我们必要的耐心。
本品在国内2003年至今一直大量应用,在沿海各地都能找到用户。优异的性能、能解决特定行业的耐磨防腐问题。
本品广泛用于垃圾处理车、垃圾池、环卫车垃圾卸料平台、直升机甲板等干态耐磨状态,也可以用于泥浆、矿浆等湿态矿山设备例如玻璃钢螺旋溜槽等的耐磨用途。本品除主要作为一种耐磨涂层应用外,本品还具有防腐和防水以及装饰功能。本品多用于金属、混凝土、玻璃钢、木材表面。不适合用在橡胶制品、聚乙烯塑料等表面。不适合非常小的工件,例如手机外壳、手机膜等物品。无法做成透明制品。
请问如何提升玻璃钢的耐磨性? 答案:可以使用本品。
本品为双组份、冷施工、无需稀释、无需加热、无需烘烤,料配好后一个小时之内喷完。对于小型工件或项目,可以用空压机(气泵)带一把小喷枪(如下图所示)施工,效率虽低,但限度节约物料。建议空压机接上油水分离器。
对于几十或几百平米的设备或工程,可以使用一种通用的电动喷涂机(国产,价格好),请购买了本品的客户与我们联系,详谈具体设备事宜。因为管道里面的剩余的物料,每天结束喷涂之前,要进行清洗,所以本方法比上面的方法会稍微带来材料的浪费。我们将告诉你设备的***购买价,你自己去采购即可。此类设备,每分钟输出量约2公斤左右。
对于上千平米的区域,我们建议您使用通用的单组份高压无气喷涂设备,例如Graco的汽油驱动喷涂机。效率非常高,每分钟输出量达到10公斤以上。
短时间内成高厚膜,一次喷涂可以达到500微米湿膜厚度而不流挂。多数情况下(和温度有关),15-30分钟之后即可进行下一遍涂装。一般建议一次施工湿膜厚度不超过500微米。等表干之后,在还粘但用手指粘不下涂料时,即可涂装下一层。一般来说每天至少可以施工达到干膜厚度1毫米以上。即使干膜厚度很薄,例如只有200微米的本品,其功能性也能正常发挥。对于狭小空间,或者没有条件喷涂作业的区域,本品可以滚涂施工,虽然不建议刷涂,但也可以刷涂。
根据磨损的苛刻程度和预期的寿命不同,厚度可以设计为1mm,2mm,2.5mm,5mm以上。作为耐磨用途,一般***厚度要求1毫米以上。每平米用2.5公斤,是***要求。作为普通防水防腐用途时,在处理好的平整基面,请联系我们获得用量推荐。作为耐磨体系的面漆使用时,用在喷涂聚脲表面,每平米使用1公斤即可。
***的DIY产品。订购本品后,从没有喷涂过油漆涂料的人,只要听得懂普通话,一个电话,5分钟就可以学会如何施工。因为操作不当或者设备故障,带来问题的几率非常低。
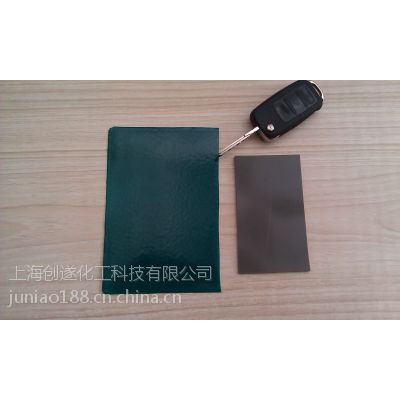
耐磨性的简单鉴别,一个很简单的方法就是用钥匙等不是非常尖锐的金属物品,模拟工况里的磨损介质(例如垃圾),在一般聚氨酯弹性涂层和我们提供的耐磨防腐涂料样品表面进行模仿滑动摩擦实验,你自己就会知道结果,不必多说。我们可以给你提供个照片,自己去看。下面这个图,绿色的是我们的耐磨防腐涂料,你可以看到划过之后,在其表面基本没有痕迹。灰色的是普通聚氨酯弹性涂层,痕迹你自己看就好了。
耐磨性的测试,阿克隆磨耗,是测试例如鞋底橡胶等用材的干态耐磨测试,基本不符合实际磨损概况,实际磨损状况,例如石英砂矿、例如海水淡化抽取的海水等,对涂层表面的磨损,是完全湿态下的磨损,应该采用的是泥沙(50%水+50%砂)测试实验,一般测试结果是对比涂层与碳钢磨损量的比较,我们的产品通过测试,耐磨性是碳钢的10倍以上,而这也是非常保守的数字(简单的说:在同样的工况下,碳钢磨损100克,我们的产品磨损下来的数字是小于10克,因而我们说耐磨性是碳钢的10倍以上)。我们还想说,一味的追求优异的耐磨性,而忽视撕裂强度、附着力、高厚膜固化之后的收缩等性能,也会导致早期失败,这是竞争对手产品的硬伤之一。实践证明,该耐磨防腐涂料几乎是0磨损,大大超过了客户的期望值。
湿气影响问题。一般来说,我们知道涂料施工的三个的前提:1. 温度10-38℃,2. 湿度3℃。有时,为了工期的需要,需要在高湿度比如85%湿度下施工。这就需要涂层对湿度具有比较高的容忍度。很简单的对比试验是:在高湿度前提下,把AB组分里的树脂组分,用刷子分别刷200微米厚,看哪个最慢干或者说一直粘手,哪个就是基本不受湿气影响,最不敏感,这是判别理想体系的方式之一。湿气敏感,对许多竞争者的体系来说,带来的后果是层间剥离。
可操作性,或者说施工期,就是说两个组分混合之后的可喷涂时间,有的产品可操作时间连10分钟都不到,这就是不合格的,不能作为涂料来应用,因为后期喷的涂料,其流动性已经大大下降,粘度大大提高,附着力很难***,而且很容易阻塞喷枪,影响进一步施工。有足够长的施工期,可以混合后用空气喷涂,也可以用单组份高压无气喷涂,才是理想的产品,既可以用于大型工件,也可以用于小型工件。
附着力,如果附着力不够,再好的耐磨性都是虚幻的,而这类弹性产品的附着力,一般不是用拉开法来阐释,而是采用剥离强度来表征。附着力不好,是很多竞争者产品的硬伤。竞争者的产品或许给你提供的样板看似附着力不错。但我们想说,大多数竞争者产品的可操作的时间都太短,这么说,在混合后的前5分钟内喷涂的胶,或许有一定的附着力,但是在混合后的5分钟以后,尤其是明显增稠之后,其附着力是得不到***的。这很好理解,混合后胶的粘度提高,从而失去了对基材的足够好的浸润性,从而出现附着力失败等问题。所以问题是隐形的,相信你如果没有化学知识,理解不到这一层。这个缺陷,靠所谓的技术指导,是毫无用处的,所以足够长的操作时间,是这类产品的必须。你怎么能要求你的工人在5分钟之内把混合好的涂料全部用完呢?实践证明:我们的6毫米厚度的耐磨防腐涂料,喷涂在不锈钢基面,表现出了***的附着力。而往往这类超高厚膜的涂层,喷涂在基材上的那一刻,恰恰是许多竞争对手噩梦的开始。整张脱落,不再话下。弹性耐磨涂层的附着力简单测试方法(打开链接,自己看视频)
外观。我们的产品,表面摩擦系数较低,提高耐磨性,而且可以大大降低外力对涂层的划伤破坏,使涂层使用很久后都几乎看不出损害。所以明智的工程师,会设计和选择这类外观的涂料。因为摩擦系数小,可以大大加速其表面移动的诸如矿山设备上的矿料、自卸车上装的货物的运动,大大提高生产效率。达到足够厚度,获得足够丰满的涂膜,是不沾附泥土、不粘冰以及矿物的前提。
触变性,或者说抗流挂性能,这是***涂层厚度均匀的关键。在比较小的工件上,这一点尤其重要。所以如果你事先在工件上刷上脱模剂,然后把固化了的涂层从工件上撕下来,我们的产品,你会发现涂层厚度几乎是一致的,而竞争对手的那种光亮外观的涂层(外观光亮是因为初期流平性好),其涂层厚度很难做到均匀。这一点很容易理解,尤其是在90度角的位置,我们的产品仍然能***涂层均匀。涂层均匀是***产品耐久性的最重要的前提之一。
本品达到食品级别,耐磨防腐,可以用于诸如:核桃脱皮设备、西红柿加工设备、饲料加工设备、粮仓等和食品接触的地方。
很重要的一点,和操作时间有关,我们叫后固化时间。一个产品的可操作时间长固然是好事,但不能因此导致后期固化比较慢。我们的产品独特的地方在于:你可以连续的喷涂而不流挂,所以有的时候,一个件基本上一次就可以做完了,喷***遍,只是在检查一下有没有漏涂的地方补喷,使厚度达到均匀而已。
为什么要喷涂?施工工艺问题。如果像刮涂类,和那种一次喷涂可以任意厚的涂层,无法实现均匀的厚度,其耐磨性必然在厚度偏薄的部位首先破损,从而出现早期失败。刮涂的比较厚的位置,是很难***涂层里面没有比较大的空穴,这种不均匀的空穴是导致涂层出现早期失败的重要原因之一。刮涂类的产品在反应后期增稠之后施工的时候,在涂层内部留下大量的空穴几乎是必然。如果有幸您与我们联系,拿到我们的样板,你会发现,我们的涂层是那么的均匀而强壮,层间结合力根本不是问题,而刮涂型那种在短时间内厚涂的涂层,层间粘合力一定是个问题,在外力摩擦力的作用下,脱层现象屡见不鲜,尽管可以加入所谓的硅烷偶联剂进行改善,但从根本上无法克服层间附着力问题。恰恰我们的产品可以用来修复这类经常失败的产品。
一道成膜任意厚度的涂层的集中放热问题,如果一次施工达到5毫米,产品的放热是非常严重的,涂层冷却后,其收缩度非常大,关于这一点,如下图,我们建议你喷涂在一块刷了脱模剂的木板上,连续喷5毫米厚,你自己就能知道这种热反应涂层的收缩度会有多大!这势必影响附着力。所以请一点也不要奇怪,有些耐磨涂层,会整张脱落。都脱落了,怎么去发挥其耐磨性?厚涂施工的刮涂型涂料,同样存在这个硬伤!
下图是喷5毫米的灰色耐磨涂层(可连续喷涂加厚的涂层)在木模板上,在模板上事先刷了脱模剂,喷好后,没有脱模,***天发现边缘有1cm左右的收缩,把本来连续的涂层拉断了!这不是价格贵贱能解决的问题,而是无论谁的可连续加厚的涂层都有这个问题,这都是客观事实。
耐磨性的测试,阿克隆磨耗,是测试例如鞋底橡胶等用材的干态耐磨测试,基本不符合实际磨损概况,实际磨损状况,例如石英砂矿、例如海水淡化抽取的海水等,对涂层表面的磨损,是完全湿态下的磨损,应该采用的是泥沙(50%水+50%砂)测试实验,一般测试结果是对比涂层与碳钢磨损量的比较,我们的产品通过测试,耐磨性是碳钢的10倍以上,而这也是非常保守的数字(简单的说:在同样的工况下,碳钢磨损100克,我们的产品磨损下来的数字是小于10克,因而我们说耐磨性是碳钢的10倍以上)。我们还想说,一味的追求优异的耐磨性,而忽视撕裂强度、附着力、高厚膜固化之后的收缩等性能,也会导致早期失败,这是竞争对手产品的硬伤之一。实践证明,该耐磨防腐涂料几乎是0磨损,大大超过了客户的期望值。 湿气影响问题。一般来说,我们知道涂料施工的三个的前提:1. 温度10-38℃,2. 湿度3℃。有时,为了工期的需要,需要在高湿度比如85%湿度下施工。这就需要涂层对湿度具有比较高的容忍度。很简单的对比试验是:在高湿度前提下,把AB组分里的树脂组分,用刷子分别刷200微米厚,看哪个最慢干或者说一直粘手,哪个就是基本不受湿气影响,最不敏感,这是判别理想体系的方式之一。湿气敏感,对许多竞争者的体系来说,带来的后果是层间剥离。 可操作性,或者说施工期,就是说两个组分混合之后的可喷涂时间,有的产品可操作时间连10分钟都不到,这就是不合格的,不能作为涂料来应用,因为后期喷的涂料,其流动性已经大大下降,粘度大大提高,附着力很难***,而且很容易阻塞喷枪,影响进一步施工。有足够长的施工期,可以混合后用空气喷涂,也可以用单组份高压无气喷涂,才是理想的产品,既可以用于大型工件,也可以用于小型工件。 附着力,如果附着力不够,再好的耐磨性都是虚幻的,而这类弹性产品的附着力,一般不是用拉开法来阐释,而是采用剥离强度来表征。附着力不好,是很多竞争者产品的硬伤。竞争者的产品或许给你提供的样板看似附着力不错。但我们想说,大多数竞争者产品的可操作的时间都太短,这么说,在混合后的前5分钟内喷涂的胶,或许有一定的附着力,但是在混合后的5分钟以后,尤其是明显增稠之后,其附着力是得不到***的。这很好理解,混合后胶的粘度提高,从而失去了对基材的足够好的浸润性,从而出现附着力失败等问题。所以问题是隐形的,相信你如果没有化学知识,理解不到这一层。这个缺陷,靠所谓的技术指导,是毫无用处的,所以足够长的操作时间,是这类产品的必须。你怎么能要求你的工人在5分钟之内把混合好的涂料全部用完呢?实践证明:我们的6毫米厚度的耐磨防腐涂料,喷涂在不锈钢基面,表现出了***的附着力。而往往这类超高厚膜的涂层,喷涂在基材上的那一刻,恰恰是许多竞争对手噩梦的开始。整张脱落,不再话下。弹性耐磨涂层的附着力简单测试方法(打开链接,自己看视频) 外观。我们的产品,表面摩擦系数较低,提高耐磨性,而且可以大大降低外力对涂层的划伤破坏,使涂层使用很久后都几乎看不出损害。所以明智的工程师,会设计和选择这类外观的涂料。因为摩擦系数小,可以大大加速其表面移动的诸如矿山设备上的矿料、自卸车上装的货物的运动,大大提高生产效率。达到足够厚度,获得足够丰满的涂膜,是不沾附泥土、不粘冰以及矿物的前提。 触变性,或者说抗流挂性能,这是***涂层厚度均匀的关键。在比较小的工件上,这一点尤其重要。所以如果你事先在工件上刷上脱模剂,然后把固化了的涂层从工件上撕下来,我们的产品,你会发现涂层厚度几乎是一致的,而竞争对手的那种光亮外观的涂层(外观光亮是因为初期流平性好),其涂层厚度很难做到均匀。这一点很容易理解,尤其是在90度角的位置,我们的产品仍然能***涂层均匀。涂层均匀是***产品耐久性的最重要的前提之一。 本品达到食品级别,耐磨防腐,可以用于诸如:核桃脱皮设备、西红柿加工设备、饲料加工设备、粮仓等和食品接触的地方。 很重要的一点,和操作时间有关,我们叫后固化时间。一个产品的可操作时间长固然是好事,但不能因此导致后期固化比较慢。我们的产品独特的地方在于:你可以连续的喷涂而不流挂,所以有的时候,一个件基本上一次就可以做完了,喷***遍,只是在检查一下有没有漏涂的地方补喷,使厚度达到均匀而已。 为什么要喷涂?施工工艺问题。如果像刮涂类,和那种一次喷涂可以任意厚的涂层,无法实现均匀的厚度,其耐磨性必然在厚度偏薄的部位首先破损,从而出现早期失败。刮涂的比较厚的位置,是很难***涂层里面没有比较大的空穴,这种不均匀的空穴是导致涂层出现早期失败的重要原因之一。刮涂类的产品在反应后期增稠之后施工的时候,在涂层内部留下大量的空穴几乎是必然。如果有幸您与我们联系,拿到我们的样板,你会发现,我们的涂层是那么的均匀而强壮,层间结合力根本不是问题,而刮涂型那种在短时间内厚涂的涂层,层间粘合力一定是个问题,在外力摩擦力的作用下,脱层现象屡见不鲜,尽管可以加入所谓的硅烷偶联剂进行改善,但从根本上无法克服层间附着力问题。恰恰我们的产品可以用来修复这类经常失败的产品。 一道成膜任意厚度的涂层的集中放热问题,如果一次施工达到5毫米,产品的放热是非常严重的,涂层冷却后,其收缩度非常大,关于这一点,如下图,我们建议你喷涂在一块刷了脱模剂的木板上,连续喷5毫米厚,你自己就能知道这种热反应涂层的收缩度会有多大!这势必影响附着力。所以请一点也不要奇怪,有些耐磨涂层,会整张脱落。都脱落了,怎么去发挥其耐磨性?厚涂施工的刮涂型涂料,同样存在这个硬伤! 下图是喷5毫米的灰色耐磨涂层(可连续喷涂加厚的涂层)在木模板上,在模板上事先刷了脱模剂,喷好后,没有脱模,***天发现边缘有1cm左右的收缩,把本来连续的涂层拉断了!这不是价格贵贱能解决的问题,而是无论谁的可连续加厚的涂层都有这个问题,这都是客观事实。 粮食和化肥储藏罐、斜槽传送带、运砂车的底盘、运土铲车斗、工业地坪、螺旋升降器、螺旋输送器。 环保行业——例如垃圾焚烧发电厂:垃圾运输车垃圾舱、垃圾卸料平台、车间地坪、垃圾池、污水池等。 采矿业,如玻璃钢螺旋溜槽、磁选机、浮选机、浮选槽、振动筛、振动筛框架、矿石自卸车、传送带、过滤设备和粉煤灰泥罐、风机叶轮等。 水力发电工业,如水坝闸门、拦污栅、水箱、水泵、涡轮机叶轮和罩等。 还广泛应用于要求减少机械设备噪音的纸浆和造纸业,如仪表盘和输送管。 农业方面,如螺旋升降机、需减弱噪音和减少磨损的螺钉、榨葡萄汁的底盘和收集箱等等。 海洋环境,本品也有大量应用。尤其是经常受到外力摩擦的比如摩托艇经常停靠的护岸设施(如钢板桩)、海洋航标、水上飞机与水摩擦的部分、潜艇螺旋桨、水下机器人等。 娱乐业,例如过山车轨道表面等。 下图为湿选磁选机,在不锈钢表面使用本耐磨涂层15个月后 下图为玻璃钢制螺旋溜槽,在玻璃钢表面应用本耐磨涂料
应用领域(包括但不局限于以下领域)
 在线问
在线问
