景观湖 鱼塘用高密度聚乙烯土工膜 HDPE防渗膜
¥7.80
尾矿库防渗膜供应 hdpe尾矿坝防渗膜 尾矿库防渗膜
¥13.20
景观湖 鱼塘用高密度聚乙烯土工膜 HDPE防渗膜
¥7.80
尾矿库防渗膜供应 hdpe尾矿坝防渗膜 尾矿库防渗膜
¥13.20
 景观湖 鱼塘用高密度聚乙烯土工膜 HDPE防渗膜
¥7.80
尾矿库防渗膜供应 hdpe尾矿坝防渗膜 尾矿库防渗膜
¥13.20
景观湖 鱼塘用高密度聚乙烯土工膜 HDPE防渗膜
¥7.80
尾矿库防渗膜供应 hdpe尾矿坝防渗膜 尾矿库防渗膜
¥13.20
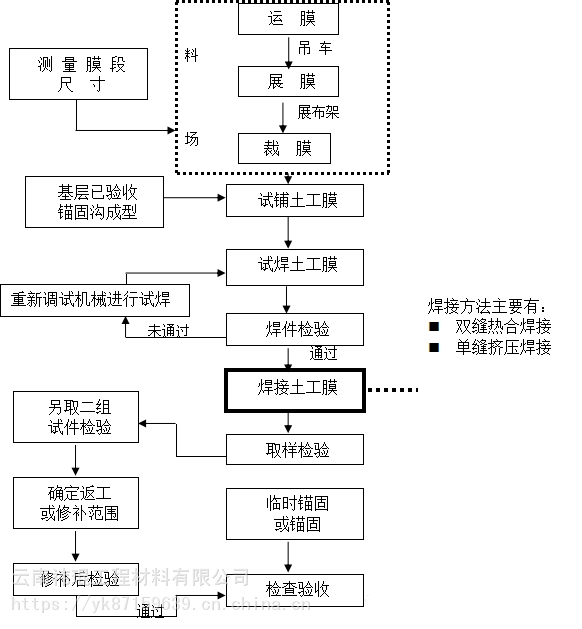
HDPE防渗膜在垃圾填埋场的施工流程
垃圾填埋场防渗施工是整个工程的核心,而HDPE防渗膜及施工质量影响到整个工程的成败。一旦发生渗漏,造成地下水污染,后果将难以挽回。因此在施工过程中对每一个施工环节进行严密组织、精心施工。
前期的基础准备工作不作叙述,这里介绍HDPE防渗膜的施工流程。
1.裁剪及运输:
根据铺设基面丈量的记录,裁剪大捆的土工膜编号记录,按号码运载至铺设现场。注意,土工膜在运输过程中不要拖拉、硬拽,避免尖锐物刺伤。
2. 铺设要求:
1)应从底部向高位延伸,不要拉得太紧,应留有1.50%的余幅,以备局部下沉拉伸。边坡采取从上到下的铺设顺序。
2)相邻两幅的纵向接头不应在一条水平线上,应相互错开1M以上。
3)纵向接头应距离坝脚、弯脚处1.50M以上,应设在平面上。
4)先边坡后场底。
5)边坡铺设时,展膜方向应基本平行于坡度线。
边坡的铺设控制:防渗土工膜在边坡铺设前,先对铺设区域进行检查、丈量,根据丈量的尺寸将仓库内尺寸相匹配的防渗膜运至一期锚固沟平台,铺设时根据现场实际条件,采取从上往下“推铺”的便利方式。在扇形区应合理裁剪,使上下端都得到牢固的锚固。
场底铺设控制:防渗土工膜在铺设前,先对铺设区域进行检查、丈量,根据丈量的尺寸将仓库内尺寸相匹配的防渗膜运至相应的位置:铺设时,用人工按一定的方向,进行“推铺”。
*对正、搭齐:HDPE土工膜的铺设不论是边坡还是场底,应平整、顺直,避免出现褶皱、波纹,以使两幅土工膜对正、搭齐。搭接宽度按设计要求,一般为左右10cm。
压膜的控制:用砂袋及时将对正、搭齐的HDPE土工膜压住,以防风吹扯动。
*锚固沟内的铺设控制:在锚固沟顶部,应按设计要求预留一定量的防渗膜,以备局部下沉拉伸。
*纵向接缝:上坡段在上,下坡段在下,并且留有足够的搭接长度≥15 cm,膨润土垫铺设验收合格后的区域进行铺设,人工按一定的方向,进行“推铺”。
3.实验性焊接:
1)试验性焊接在HDPE土工膜试样上进行,以检验和调节焊接设备。
2)焊接设备和焊接人员只有成功完成试验性焊接后,才能进行下一步的生产性焊接。
3)试验性焊接的频率控制:根据环境温度的变化,每天每台不少于两次。
4.现场焊接施工要求:
焊接施工的技术和工艺要求如下:
a、开机后,仔细观察批示仪表显示的温升情况,使设备充分预热,根据现场气候条件、土工膜特性、焊机行走速度等,焊机温度一般在350~400℃。
b、对铺膜后的搭接宽度的检查:HDPE膜焊接接缝搭接长度为100㎜。在焊接前,要对搭接的200㎜左右范围内的膜面进行清理,用湿抹布擦掉灰尘、污物,使这部分保持清洁、干燥向焊机中插入膜时,搭接尺寸要准确,动作要迅速。
c、焊接部位不得有划伤、污点、水分、灰尘以及其他妨碍焊接和影响施工质量的杂质,在焊接中,司焊人员要密切注视焊缝的状况,及时调整焊接速度,以确保焊接质量。
d、在焊接中要保持焊缝的平直整齐,应及早对膜下不平整部分采取应对措施,避免影响焊机顺利运行。遇到特殊故障时,应及时停机,避免将膜烫坏。
e、在坡度大于1:3的坡面上安装时,司焊和辅助人员在软梯上操作,且系好安全带。
f、在陡坡或垂直面处作业时,司焊人员要在吊篮里或直梯上操作,均应系牢安全带。必要时,在坡顶处设置固***,对焊机的升降进行辅助控制,以便于准确操作,并确保焊机的安全进行。
g、司焊人员检查焊机的电源电压是在220±11V之内,否则应即时停机检修。
h、从事环境工程作业的HDPE土工膜焊接的司焊人员,是经验丰富,操作熟练的焊工。
5.焊接质量要求:
1)焊接边坡时,焊缝长度方向应沿坡度延伸,不能横穿。
2)尽量减少边脚和零星膜的焊接。
3)在焊接操作时应有一位焊接主管人员进行监督。
4)HDPE土工膜表面应清除油脂、水分、灰尘、垃圾和其他杂物。
5)如果焊接在晚上操作,应有充足的照明。
6)在HDPE土工膜搭接处,应去掉皱折,当皱折大小于10厘米时,采用圆形或椭圆补丁,补丁大小应超出切口周边5厘米。
7)当环境温度和不利的天气条件严重影响HDPE土工膜焊接时,应停止作业。
6.焊接质量检测:
1)产品表面检测:当HDPE土工膜展开后,要用眼检查是否有缺陷,标出有缺陷或值得怀疑的地方,以便修补。
2)焊缝的检测分为:目测和检漏试验(非破坏性)
焊缝的目测:主要是对焊缝的外观质量、T型焊缝及十字型焊缝的处理、基层有无杂物等项进行仔细检查。
双焊缝的表面:平整、牢固、美观,即光滑平顺,厚度均匀,焊缝处不得有其他杂物及多余散碎焊料,不得使周围母材出现受损伤部位。
T型焊缝表面:结合紧密,平滑连接。
十字型焊缝表面:在确实避不开时,才可以采用十字型焊接,但加盖20厘米以上见方的补丁,由经验丰富的焊工完成。
3)非破坏性检测:充气(双焊缝)。
双焊缝充气检测:通过检查双缝的气密性来判断其焊接质量好坏的非破坏性检测手段。在气腔内封闭一定压力的气体,通过检测针上附带压力表的变化来判断其气密性。
仪器的组成:压缩装置,能产生0.15--0.20Mpa的压力装有压力表的空心针
程序:充气0.15--0.20Mpa的压力,保持2分钟以上即为合格;如压力表稳定不住,则一面保持一定的压力,一面对外侧焊缝涂抹肥皂液检验,如无漏气也认为合格(即对另一条漏气焊缝不做处理)。
4)缺陷的修补:对在目测、正压中所发现的缺陷,应及时修补;不能立刻修补的,要做特种标记,以防漏补。
各种空洞的修补:根据洞的大小而定,当洞大于5mm时,应用10厘米圆形或椭圆形的衬垫修补。
 在线问
在线问