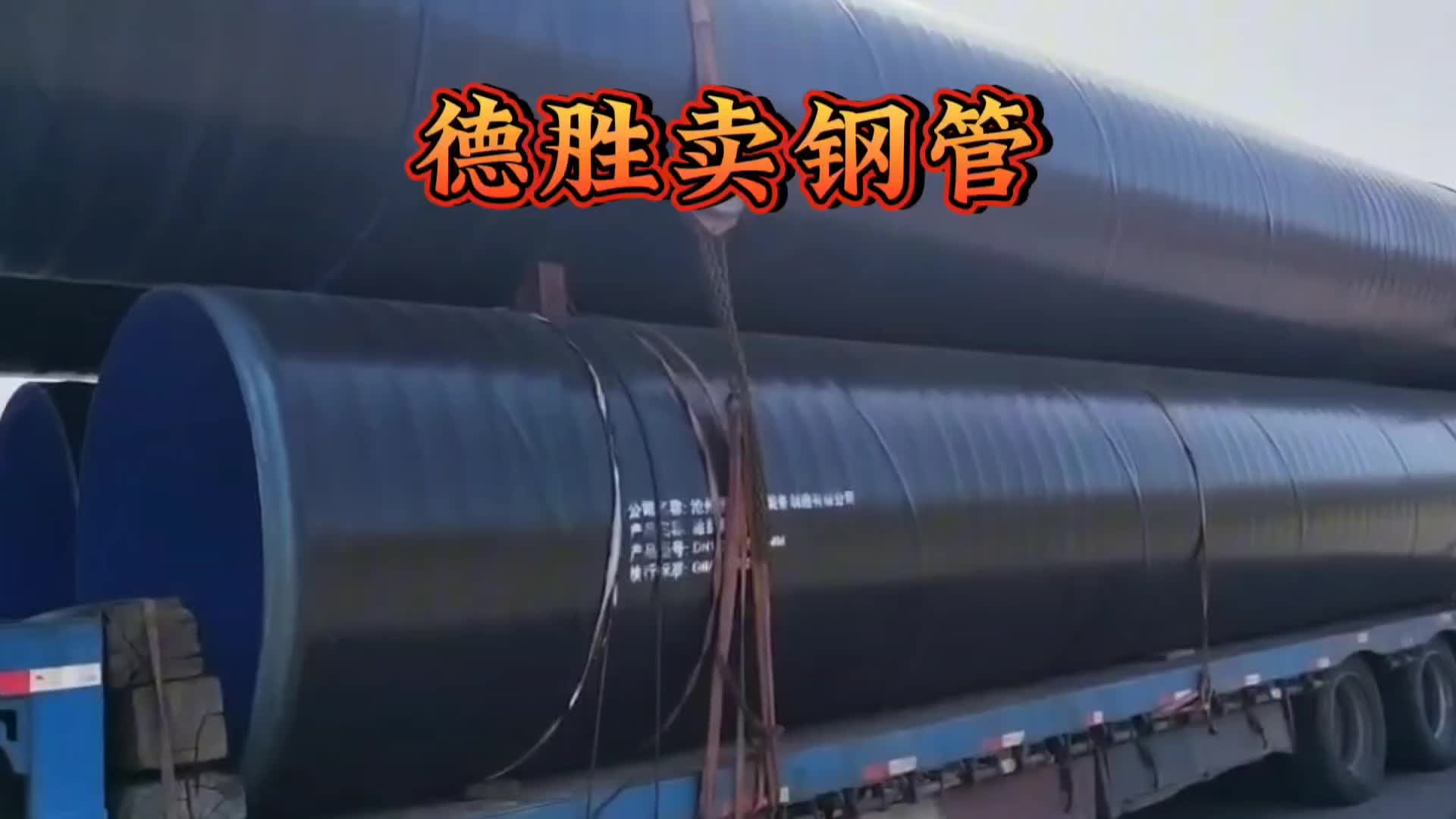
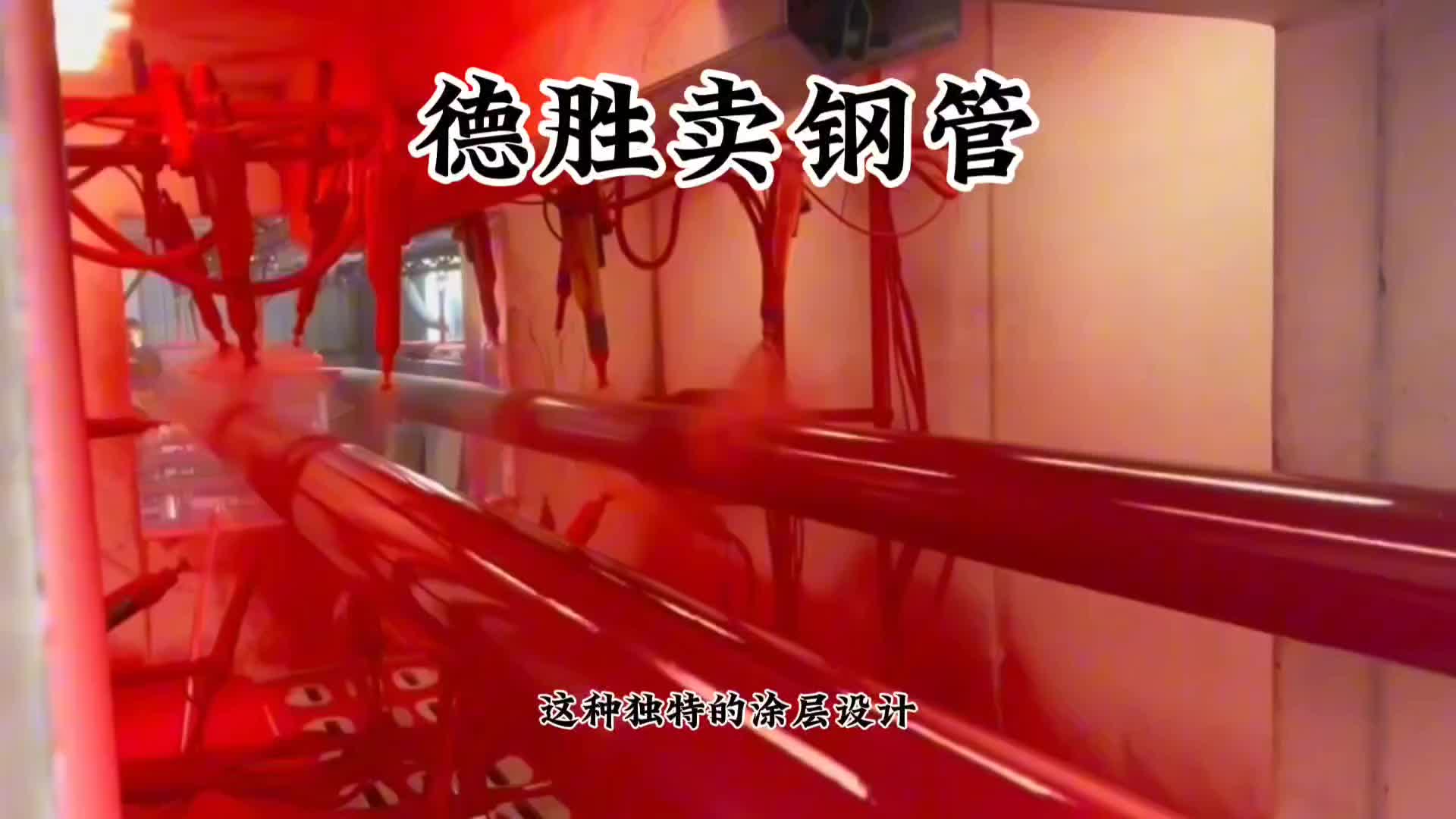
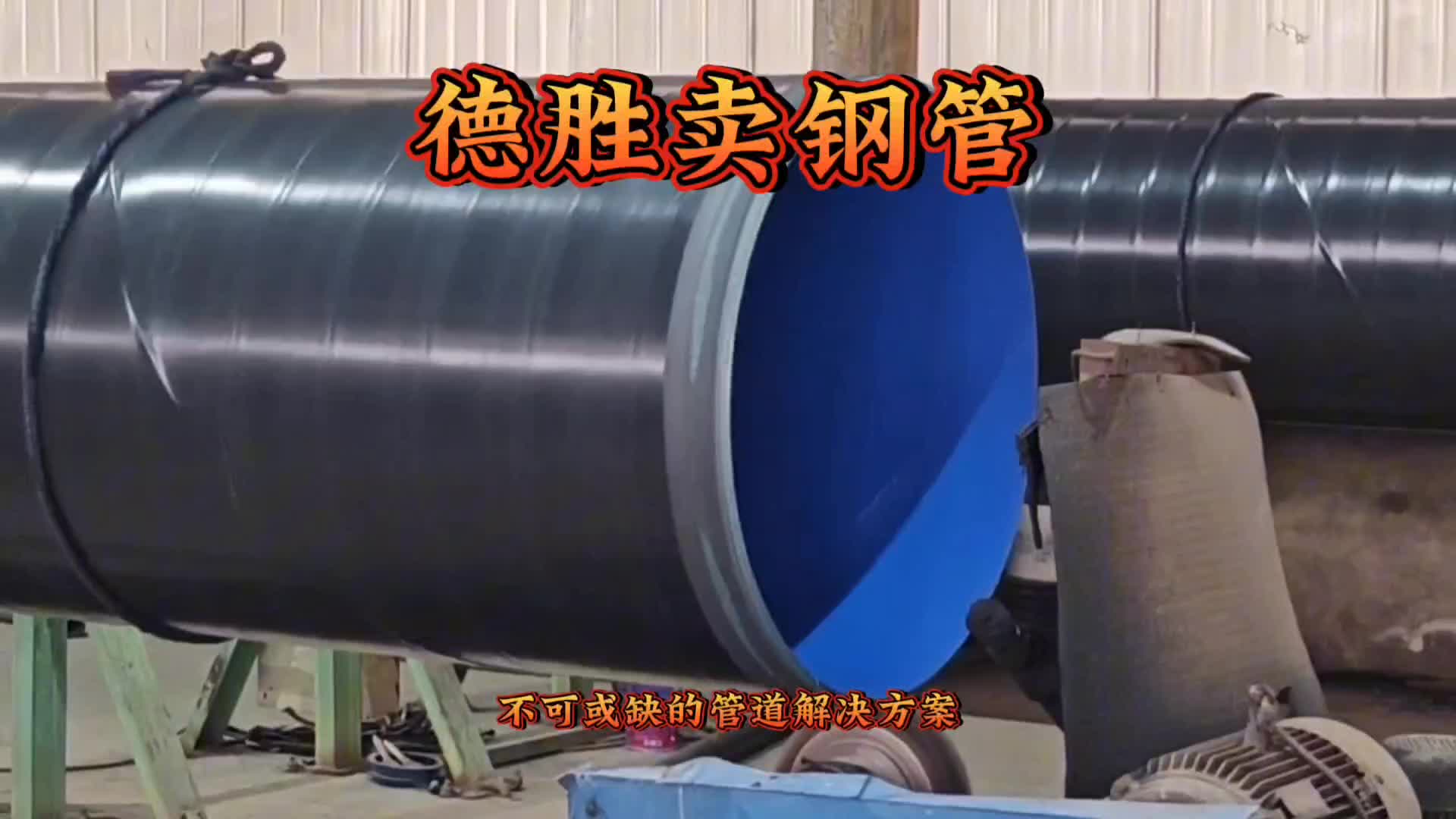
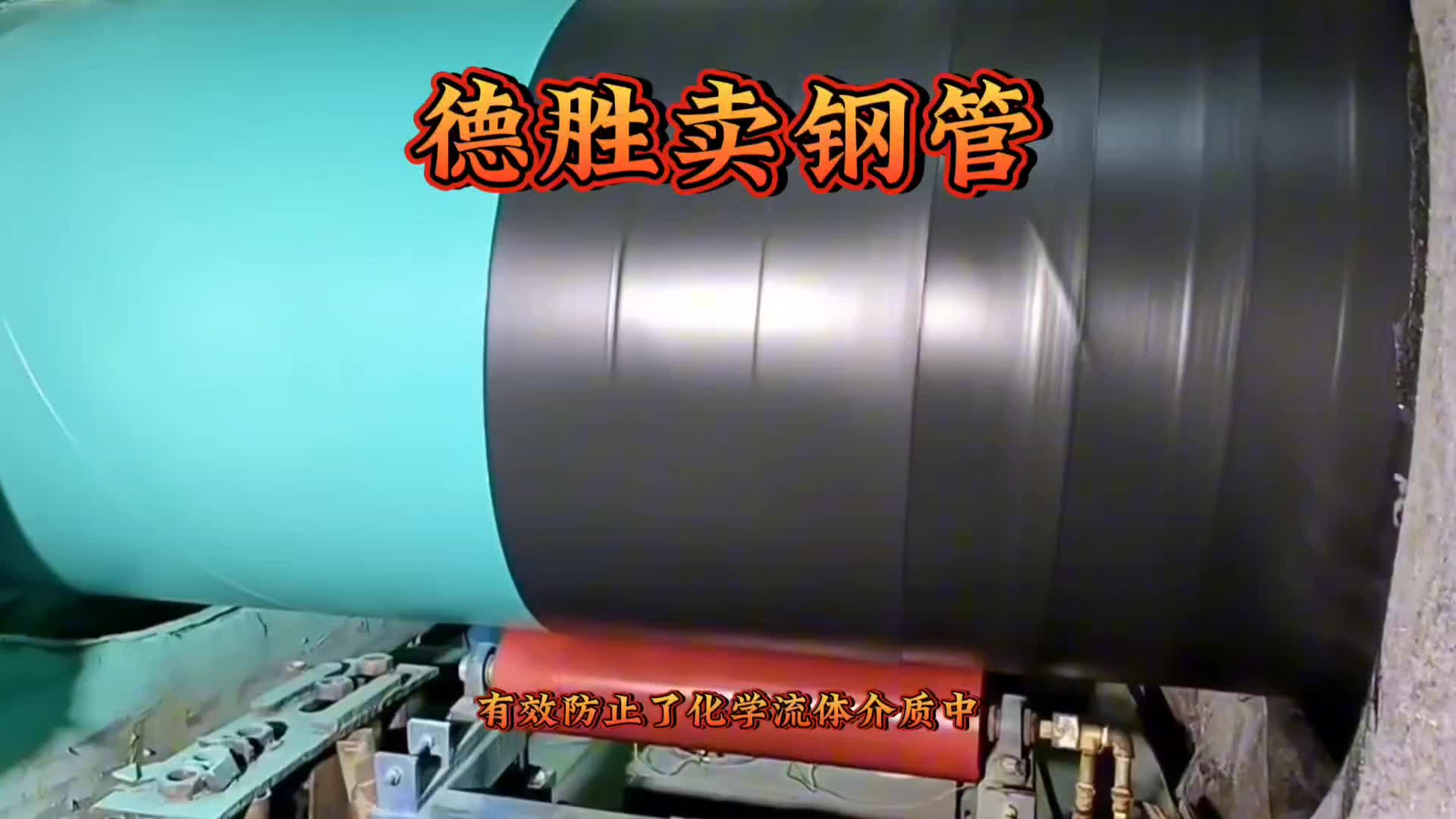
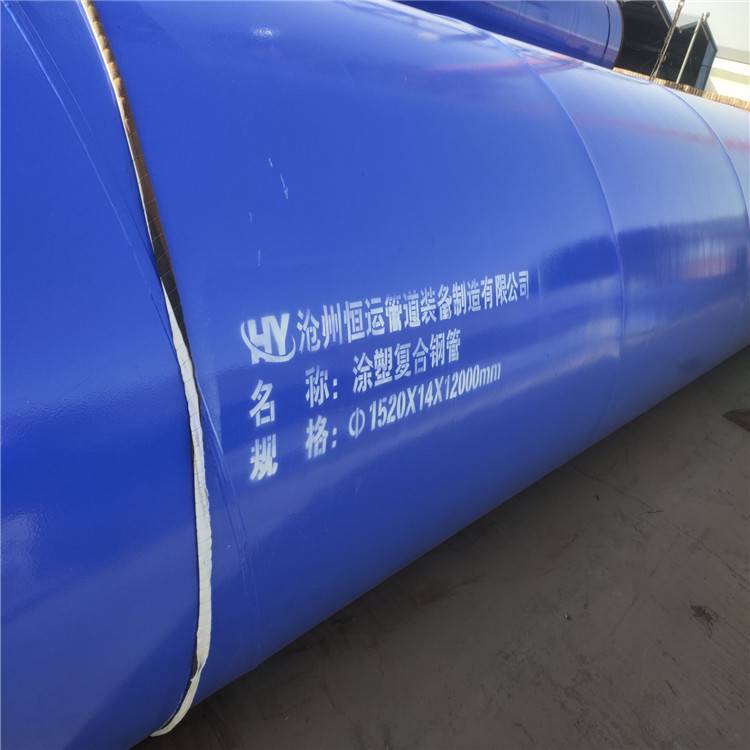
关于原材料:1.钢管的制造和验收符合项目要求的钢管压力要求和管道行业标准。2.涂料符合项目技术要求,性能符合CJ/T120-2016给水涂塑复合钢管标准钢管的内表面和外表面由喷丸设备进行喷丸处理,处理后,符合GB8923-1998标准中的Sa2.5要求。抛丸后,吹扫真空吸附设备以达到A级清洁度,并去除灰尘和油污。检查表面预处理的质量,清洁度和固定深度,并且只有在合格后才能使用塑料 2.预热管道。将经过抛丸和除锈处理的管道加热到该过程所需的温度范围(200°-220°),并且需要均匀加热,一次加热内部和外部,以避免二次加热损坏涂层。3.管道内部和外部的塑料涂层喷涂管道内壁的常用工具是压缩空气喷枪,它用于喷涂预热的管道内壁和外壁。涂层厚度取决于喷枪的喷涂量和线速度,可以通过调整喷枪的喷涂量和线速度来调整涂层厚度,涂层厚度一般为150μm〜600μm4.固化并冷却。冷却已固化的涂塑钢管,并将其放入堆场进行检查。