弯管式陶瓷三通有什么优点耐腐蚀
四通热压成形是将大于四通直径的管坯,压扁约至四通直径的尺寸,在拉伸支管的部位开一个孔 :管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模 :在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形四通不同的是,热压四通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。
洗煤厂弯头产品介绍:
对于初次以批量或数量生产的同规格弯头。在作好弯头坯料展开样板( 展开图) 之后, 一般先下一至两块坯料。根据加热冲压后的产成品状况: 如存在偏差, 及时地修正展开样板的外形尺寸, 并以此作为下料依据;如符合要求, 即依此进行弯头的批量或xi相对数量的制造生产。在弯头坯料冲压过程中, 如发现坯料内侧出现了“ 扇形弯边” 现象的雏形( 因坯料在下胎模具上的位置不当所致)。应立即停止冲压操作, 取下未成形的坯料放回炉中重新加热到所需的热作温度。然后, 对坯料在下胎模具上的位置作适当调整, 再进行二次冲压成形。一般情况下, 经过这样重新加热和调整位置后的坯料, 二次冲压成形质量都比较理想。如果由于某种原因, 出炉后的坯料移至下胎模具上找正后, 其温度已低于规定的热作温度( 用光学测温仪或其它测温仪器检测) 时。一般不要勉强冲压成形, 而应当回沪重新加热到规定的热作温度后, 再进行冲压操作。否则的话, 一方面可能产生废品; 另一方面可能对下胎模具有破坏性的损害。特别是对于。从弯头对接环缝焊接的生产效率和自动化程度来看, 采用二氧化碳气体保护自动悍;或者采用背面加衬垫的埋弧自动焊等方法, 弯头制造技术尚待完善的一个重要方面。
洗煤厂弯头生产工艺:
冲压弯头是早的弯头生产工艺,目前这种工艺只针对厚度大,压力大,材质硬和推制收局限的弯头的生产。在这里我给大家介绍一下冲压弯头生产的技术要领和注意事项。一,冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择必须是压力要大于弯头变形的力道,上压模具和底座模具的的设计,由于原来的工艺很是后,模具也是很不精密,模具的长度必须要大于弯头的长度***冲压弯头的加工余量,填充模具的设计更为重要了现在都是数控车床做的模具一个厚度一个型号一条模具***弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的冲压弯头是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好***的,现在的冲压弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。***加热的温度也是冲压弯头的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度尤其是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力变形了了弯头的外形也不好控制。温度稍微低点没事是加大压力的事情。第三便是后期整:冲压弯头经过压制,大概的样子已经出来,车口修磨等等环节这是个细活了,冲压弯头的外观取决于此。
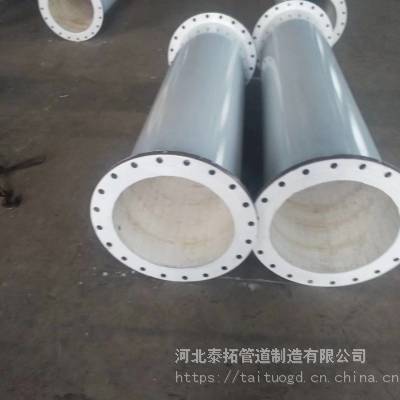
洗煤厂弯头图片: