
 Q345R弯头Q345R焊接弯头Q345R对焊弯头
¥300.00
Q345R异径管Q345R大小头Q345R变径接头
¥200.00
Q345R弯头Q345R焊接弯头Q345R对焊弯头
¥300.00
Q345R异径管Q345R大小头Q345R变径接头
¥200.00
 Q345R弯头Q345R焊接弯头Q345R对焊弯头
¥300.00
Q345R异径管Q345R大小头Q345R变径接头
¥200.00
Q345R弯头Q345R焊接弯头Q345R对焊弯头
¥300.00
Q345R异径管Q345R大小头Q345R变径接头
¥200.00
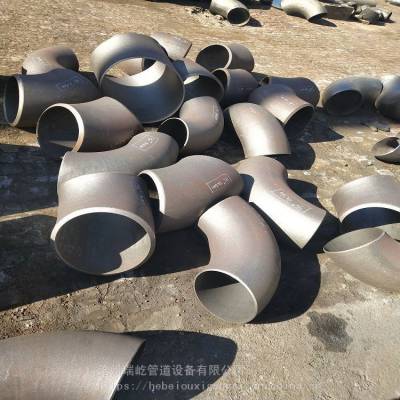
09MnniD弯头生产加工工艺适用于大批量生产高压厚壁管冲压模弯头的生产加工。挤压成型弯头使用的弯头成型机将管道放入模壳中,左右模合模后,在摆杆的推动下,管道沿着芯模和国外模特预埋的缝隙进行健身运动。采用内外模热锻加工工艺制造的弯头外观设计美观大方,壁厚匀称,规格误差小。因此,热锻加工工艺可用于薄壁不锈钢板弯头的生产加工,这种加工工艺应用的内外模精度要求较高;管道厚度误差也很严格。对接焊接弯头的生产加工工艺一般规格弯头采用对接焊接生产工艺,厚钢板叠成弯头,然后进行电焊。电焊后,弯头拍片,规格弯头一般采用对接焊接弯头。对接焊接弯头的外观不如其他生产加工工艺好,但DN600以上弯头的其他加工工艺不能生产加工,需要选择对接焊接弯头的生产工艺。冲压模弯头的商品特性。管材冲压模具弯头压力特性好。温度高,柔韧性好,热量高,其特性高于其它塑料管。安装简单系统软件安装简单,传热性能好,可回收利用。冲压模弯管具有其冲击抗压强度,可热熔焊接与套筒连接,导热性为PB-PP-R。长期压力特性,从设计方案的应力来看,冲压模具弯管的压力特性较好。
热推弯头成型工艺具有外观设计美观、壁厚匀称、连续工作、适合大规模生产的特点,因此成为碳钢、碳钢弯头的关键成型,也应用于一些不锈钢板弯头的成型。弯头按其夹角分为长半经弯头和短半经弯头。长半经弯头是指其夹角相当于管径的1.5倍,即R=1.5D。短半经弯头是指其夹角相当于管径,即R=1.0D。(d为弯头直径,R为夹角)如果按工作压力等级分为十七种左右,与美国管道相同,包括:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常见的有STD和XS。从弯头的角度来看,有45°弯头,90°弯头和180°弯头。
整个成型过程的加热包括高频或高频电磁感应加热(电热圈可以是多圈或单圈)、火焰加热和铸造电炉加热。选择哪种加热取决于成型商品的规定和电能状况。
 在线问
在线问
