弯头是改变管路方向的管件。按角度分,有45°及90°180°三种 常用的,另外根据工程需要还包括60°等其他非正常角度弯头。由于弯头具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力、航天、造船等基础工程。
在管道施工当中,我们经常可以看到对焊弯头,但是相信很多人对这种弯头的了解不是很多,让我们一起来看看什么是对焊弯头吧!
对焊弯头不仅实现了省空间化和轻量化,而且确保了无泄漏的良好密封性能,能够减小法兰的尺寸。法兰的尺寸减小,可以有效让密封面变窄,虽然这样在同样的流速下会让法兰承受更多的压力,但是密封效果也会得到提升。
在对焊弯头的焊接中,需要使用电阻加热同时沿着端面整体焊接两个工件,这样才可以***对焊弯头的稳定。现场安装通常采用电阻焊和闪速焊接两种方法。对焊弯头是通过钢的热压形成或锻造技术形成的弯头。连接方法是弯管和钢管的对接焊接。对焊弯头由于生产***、容易自动化,因此被广泛使用,下述小编详细介绍了对焊弯头在施工上的特征。

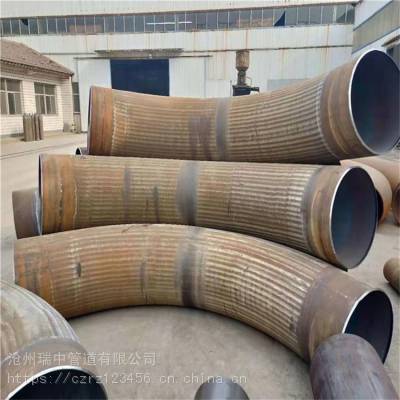
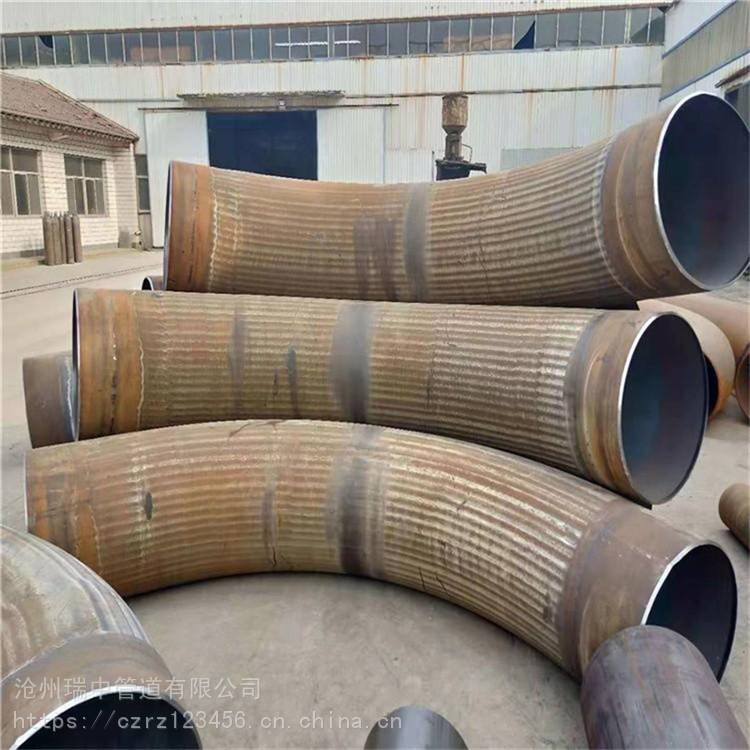
大口径热煨弯管指在常温下依靠机具对管子进行煨弯,优点是不需要加热设备,鸿仞管道管内也不充砂,操作简便。高压弯管是较为原始的制作方法,大口径热煨弯管是在管子灌砂后,再将管子加热来煨制大弯的方法。该方法灵活性较大,但效率不高,能源浪费较大,成本高。无缝弯头的重量仅仅只是钢管的十分之一,可想而知它是有多轻。而且还大大的降低了运输方面的费用,在安装和施工的时候也很方,在冲压前,管坯摆下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿。所以外弧处的壁厚约减薄10%左右,大口径热煨弯管但由于适用于单件生产和低成本的特点,大口径热煨弯管故冲压弯头工艺多用于小批量、厚壁弯头的制造。冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
事实上弯管。 弯管机在进行工作运行时,是机械化和自动化代替手工劳动的必然结果,对比一下标准化。这是当前国外弯管设计造型的特点和总的趋势,同一直径规格的管子只采用一种弯曲半径不一定能够满足实际 根管子上采用同一个弯曲半径(即一管一模)和同规格管子的弯曲半径标准化(多管一模),但是半径不宜选取过大。而弯曲半径的规格也不宜过多,应按发动机空间布局的实际情况选定,这种弯曲半径的比例不是固定不变的,那么2D、2.5D、3D、4D即可。当然,以适应实际的需要。如果弯径取2D(这里D为管子外径),相同直径规格的管子可以选取2—4种弯曲半径,R(弯曲半径) 位置的装配需要。
弯管加工中下弯处理的几种常用办法。一种冲压办法:与管芯的锥形端部打孔以展开到所需的巨细和形状。二,弯管加工办法:拉伸法,冲压,辊轧法,这三种办法是较常用。3-4辊,两个固定辊子,辊子的调理,该压辊调理固定的间隔,特定成品管是弯管的。三,凸状的办法:一种是放置在橡胶管,与所述紧缩冲头的顶部,构成管杰出。 再一种办法,是在构成在所述管的填充有液体的中心的液压胀形,该管的液体压力到达设定的筒状,其研制出产的波纹管与大都这种办法的四,铸造办法:铆接机或管子的端部部分被送往拉伸,降下来了管件的总直径,常用的旋锻机有,链接类型,辊型。放置在管芯,周边地区有车轮推了圆边处理。五,滚法:根本做心轴,适用于圆缘内侧厚壁管。