20号精密钢管精拔无缝管 货源充足内外壁高精度高光洁度无缝钢管
¥4930.00
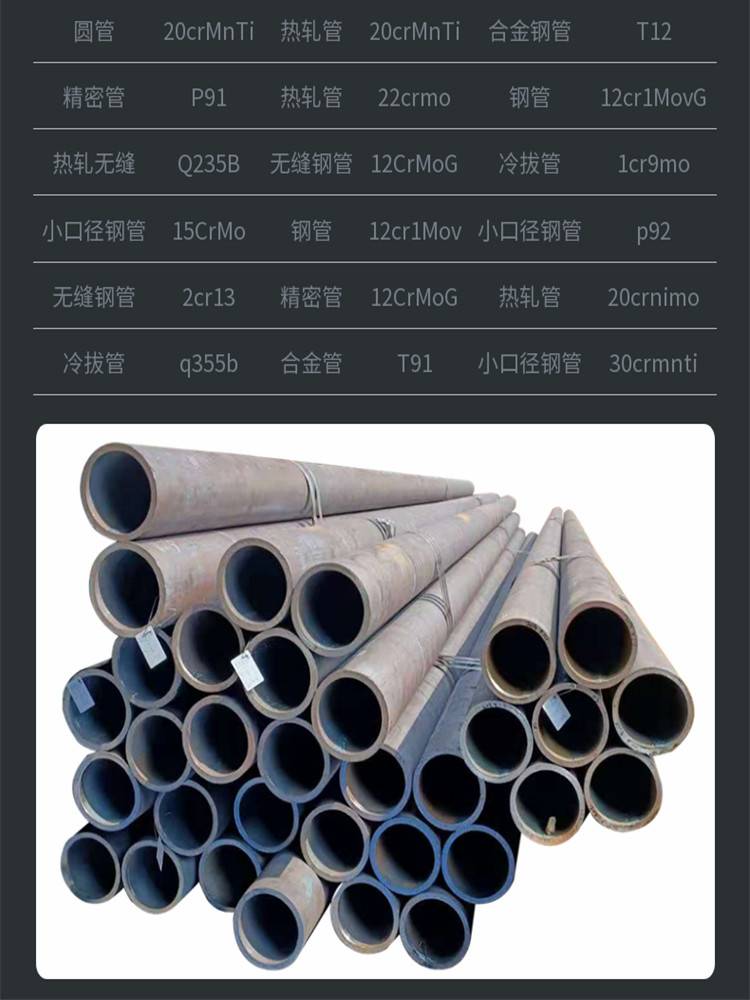
供应35#无缝钢管 化工设备用精拔管48*4(实物拍摄)
¥4240.00
20号精密无缝管是一种通过精拔或冷轧处理后的材料
¥4400.00
供应浙江冷拔管,丽水精密无缝管,慈溪精拔管
¥3780.00
厚壁六角钢管 20#内外六角管 精拔六角无缝钢管 外圆内六角钢管
¥7800.00
20号精密钢管精拔无缝管 货源充足内外壁高精度高光洁度无缝钢管
¥4930.00
供应35#无缝钢管 化工设备用精拔管48*4(实物拍摄)
¥4240.00
20号精密无缝管是一种通过精拔或冷轧处理后的材料
¥4400.00
供应浙江冷拔管,丽水精密无缝管,慈溪精拔管
¥3780.00
厚壁六角钢管 20#内外六角管 精拔六角无缝钢管 外圆内六角钢管
¥7800.00